Трубы для напорных сетей
Напорные сети подводят жидкость к точке потребления, поэтому они работают в условиях постоянно высокого внутреннего давления. Следовательно, для таких трубопроводов нужны совершенно иные конструкционные материалы. Ведь даже слабый напор домашней сети обеспечивается давлением в 2-4 атмосферы.
Поэтому для обеспечения целостности напорных линий в таких конструкциях используют либо высокопрочные черные стальные трубы для сантехники, либо изделия из меди. Оба металла: и цветной, и черный, в домашних трубопроводах – крайне нежелательны.
Впрочем, у металлических труб имеется очень достойный представитель – легированная хромом сталь (нержавейка).
Трубы из такого материала:
- не ржавеют,
- не изменяют свойства питьевой воды,
- не деформируются под действием температур.
Однако, даже с учетом блестящих характеристик нержавейки и стальные изделия, и трубы сантехнические из меди проигрывают свои позиции новому конструкционному материалу – пластику.
Прочная, стойкая, инертная к любой среде сантехническая труба из армированного полипропилена буквально уничтожила всех конкурентов из металла. Ведь высокая теплостойкость полипропилена (труба выдерживает постоянный нагрев до 95 °C) и высокая прочность трубы (допустимое давление – до 25 атмосфер) не оставляют металлическим трубам ни одного шанса.
Впрочем, и стальные, и медные, и полипропиленовые трубы напорного типа имеют одинаковые номинальные размеры и монтируются с помощью похожих технологий, в основе которых лежит сварное соединение на фитинг.
Размеры напорных труб
Для стальных напорных труб характерны следующие габариты сортамента:
- диаметр (по внутреннему проходу) от 6 до 160 миллиметров,
- длина (в мерных отрезках или бухтах) от 4 до 12 метров.
Медные изделия обладают более внушительными габаритами: диаметр (по внешней границе сечения) таких изделий колеблется между 6 и 267 миллиметрами, максимальная длина таких труб составляет 15 метров, минимальна – 1,5 метра.
Полимерные изделия для напорных трубопроводов демонстрируют несколько ограниченный сортамент. Диаметр их изменяется в пределах от 16 до 110 миллиметров, а длина изменяется от полутора до 12 метров. Из вышесказанного становится понятно, что наибольшим сортаментом могут похвастаться только медные трубы. Однако в сортаменте полимерных изделий сосредоточены все востребованные размеры, что нивелирует преимущество медных коммуникаций.
Технологии монтажа напорных сетей
Если в основе конструкции напорного трубопровода не будет использована грамотная и надежная разводка труб — сантехника в квартире работать не будет. Поэтому монтаж напорных трубопроводов требует больше внимания и усилий, чем аналогичная операция в безнапорной линии. Такой монтаж можно обустроить только с помощью сварного соединения стыков труб и фитингов.
Причем для стальных труб используется дуговая сварка, для медных труб – газовая сварка (или пайка), а для полимерных труб – диффузионная сварка.
Дуговая сварка стальных труб осуществляется с помощью стандартного сварочного аппарата и достаточно грамотного сварщика. Стыки заваривают сплошным, кольцевым швом. Сварка меди выполняется с помощью газосварочного резака, разогревающего припой и место сварки. Причем расплавленный припой оборачивают вокруг места стыка. Поэтому результаты использования данной технологии похожи на итоги дуговой сварки.
Применение
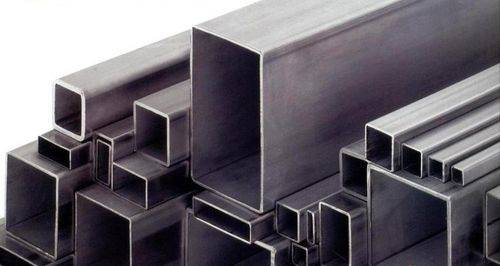
Более высокая стойкость к внешним нагрузкам обеспечивает основное применение проката – строительные работы. Здания на основе металлических каркасов – от легких ангаров до промышленных, сооружаются из труб прямоугольного и квадратного сечения.
Малые строительные работы, связанные с обустройством жилых зданий и территорий, также не обходятся без профильного проката. Ограждения, навесы, беседки, каркас для потолочных и настенных конструкций, системы водостока и так далее – сфера применения необъятная. Сортамент включает самые разные размеры.
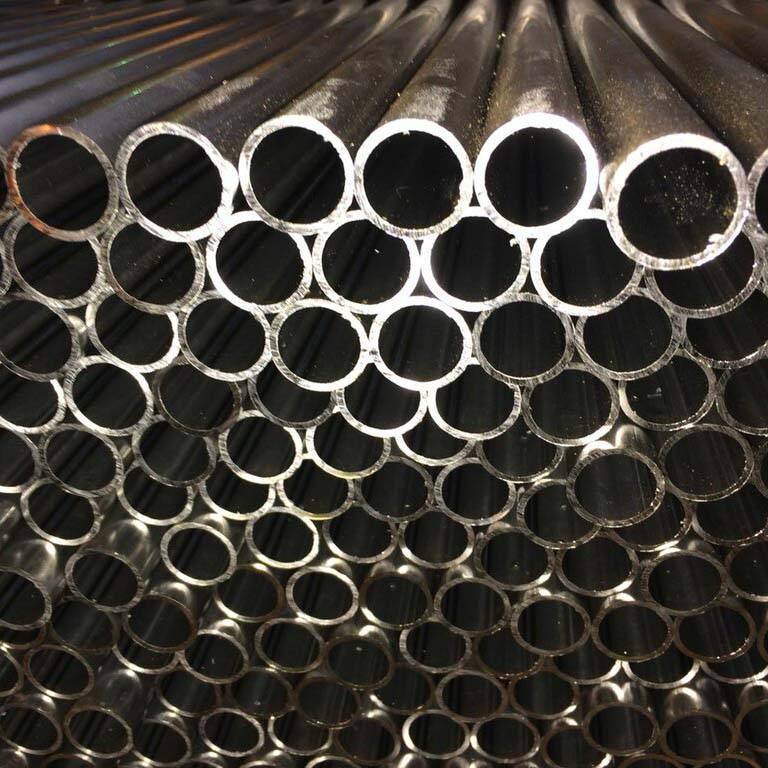
Тонкостенные изделия из нержавеющей стали и алюминия активно используются в мебелестроении и в качестве каркасов для мебели, и как элемент дизайна. На фото можно увидеть образцы применения.
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
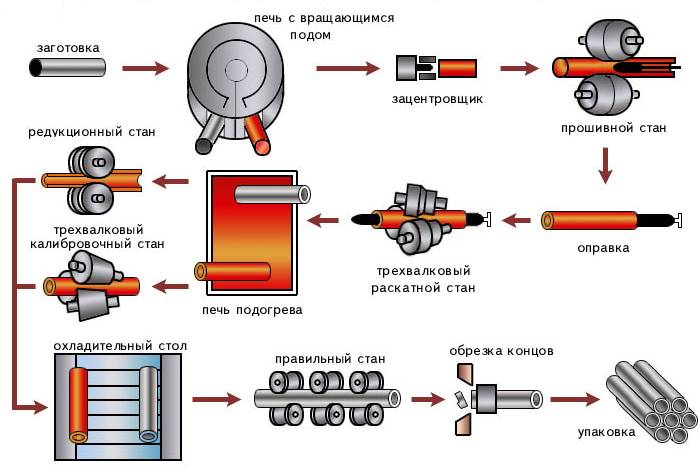
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
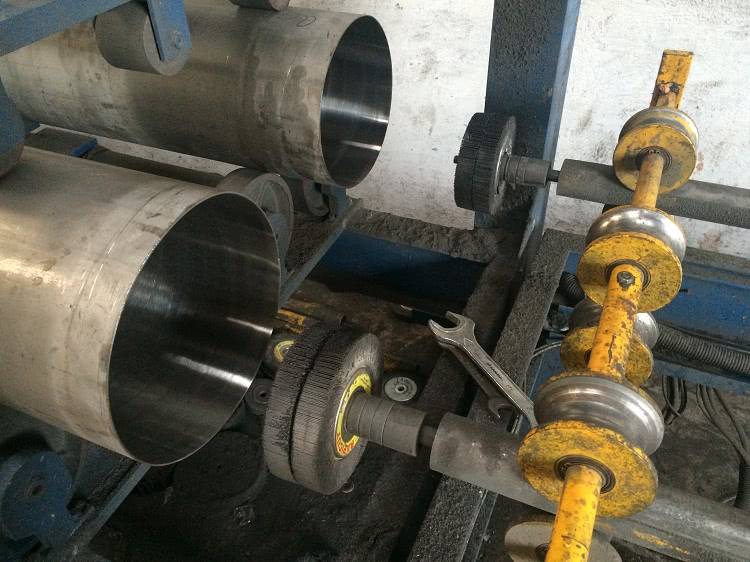
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.










 Один из способов производства бесшовных труб — метод горячей прокатки
Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.
 Трубы, формируемые в холодном виде, называются холоднокатаными
Трубы, формируемые в холодном виде, называются холоднокатаными
Горячее и холодное деформирование

Как изготавливают металлические трубы с применением методики горячей прокатки? Технологический процесс подразумевает определенные финансовые затраты, по этой причине стоимость этих труб в итоге оказывается весьма внушительной.
Первые этапы подразумевают выполнение подготовительных работ. Заготовка представляет собой элемент с проделанной полостью стандартной длины и сечения. В качестве материала для изготовления применяется специальная марка стали.
Процесс горячего деформирования имеет такие особенности:
- Перед прокаткой заготовка раскаляется до температуры не доходящей до начала процесса кристаллизации металла с допустимым превышением в 50-60 градусов. Заготовка становится более пластичной, но все-еще сохраняет свою форму и не плавится;
- На следующем этапе выполняется образование гильзы, изготавливаемой при помощи специальной сверлильной установки, способной пробурить в заготовке отверстие необходимого диаметра и глубины. Прошивочный пресс позволяет получить готовый пустотелый цилиндр из предварительно раскаленной металлической заготовки. Однако это изделие только напоминает трубу по визуальным характеристикам;
- В процессе прокатки гильза размещается на специальном станке оборудованном несколькими валиками. Гильза, установленная между валиками, постепенно вытягивается в нескольких направлениях;
- Необходимая форма изделия достигается после выполнения вальцовки, размеры трубы регулируются при горячей деформации. Контроль диаметра изготавливаемой трубы выполняется при помощи ограничительного элемента;
- При погружении в воду выполняется охлаждение раскаленной стальной трубы, затем выполняется окончательная калибровка через несколько вальцев.
Некоторые процедуры из вышеперечисленной последовательности могут выполняться несколько раз, чтобы получить изделие необходимой формы.
На завершающей стадии процесса обработки трубы нарезаются на изделия необходимой длины.
Технология холодного деформирования подразумевает две основных отличительных особенности:
- Процедура охлаждения выполняется после того, как заготовка выходит из прошивочного станка.
- Предварительная калибровка трубы должна выполняться только в холодном состоянии.
Когда выполняется финишное вальцевание, гильза обжигается, раскаляется до температуры, при которой начинается процесс рекресталлизации металла.
Как определить массу бесшовной трубы
Определить точно вес трубы бесшовной горячедеформированной весьма важно, так как отпускается эта продукцию потребителю по стоимости, зависящей от этой величины. Так как именно стоимостью металла задается величина стоимости изготовленной из него продукции
С помощью специальных калькуляторов металла можно произвести необходимые расчеты для трех параметров:
- массы;
- длины;
- наружного диаметра.
Для горячекатаной продукции величина:
- наружного диаметра находится в диапазоне 25-700 мм;
- толщины стенок – 2,5 -75 мм;
- мерной длины – 9-12 м;
- немерной длины – 4-12 м.
Вес закупаемой партии трубного проката исчисляется, исходя из замеров:
- толщины труб;
- длины;
- наружного и внутреннего диаметра.
 Вес труб напрямую зависит от их диаметра, как внешнего, так и внутреннего
Вес труб напрямую зависит от их диаметра, как внешнего, так и внутреннего
Вес погонного метра можно посмотреть по ГОСТу или рассчитать самостоятельно. Для этого прибегают к упрощенной формуле: P = 002466 * S * (D — S). В формуле:









- P – вес погонного метра;
- S – толщина стенок;
- D – наружный диаметр.
При определении веса стоит принимать в расчет стандартные показатели предельных допусков, устанавливаемых для габаритов труб. При длине, не доходящей до шести метров, допускается до десяти миллиметров припуска. Эту величину увеличивают в полтора раза при большей длине трубы и диаметре свыше 152 мм. При приблизительном расчете длины изделий предельный допуск может доходить до полуметра.
Для наружного диаметра горячекатаных труб до 219 мм допуски не должны превышать одного процента, при более высоких значениях допуск может оказаться выше на четверть.
Для толщины стенки горячедеформированной бесшовной трубы предельные допуски предусматриваются порядка десяти-пятнадцати процентов.
Трубы из цветных металлов и их соединений
Наряду со сталью в производстве трубных изделий используют и цветные металлы.
Трубы из меди обладают рядом преимуществ:
- бактерицидные свойства;
- высокая пластичность;
- не подвержены коррозии;
- стойкость к температурным перепадам;
- при заморозке и разморозке не трескаются.
Но они подвержены воздействию кислот и механическим повреждениям, что существенно снижает качество изделия и сокращает срок эксплуатации. Невозможно соединение их с оцинкованными и стальными поверхностями.
Чугунные трубные изделия отличаются большим весом, что сужает области применения. Они незаменимы в коммуникационной системе. Отличный вариант при установке канализации.
Стальные трубы
Металлические трубы пользуются спросом в разных областях промышленности, даже с появлением аналогов из полимера. Есть сферы производств, где этот вид — единственно приемлемый вариант.
По способу изготовления они бывают сварные и бесшовные.
Сварные трубы можно изготовить несколькими способами:
- Лист металла сворачивают в трубу и сваривают вдоль всей длины. Это прямошовные трубные изделия.
- Металлическую ленту навивают по спирали и сваривают, получая, таким образом, спиралешовные трубы.
Для длины электросварных труб установлены минимальные значения, зависящие от диаметра изделия. Эти показатели соответствуют государственным стандартам.
Для повышения стойкости к коррозии внутреннюю и наружную поверхности обрабатывают цинком. Правда, это лишь притормаживает сам процесс, а не предохраняет от него полностью. Оцинкованные стальные трубы применяют для строительства водопроводов. При необходимости толщину стенок усиливают за счет уменьшения внутреннего диаметра. Показатели наружного диаметра остаются неизменными.
Бесшовные трубы производят следующим образом:
- прокатка слитка из металла на специальном оборудовании;
- высверливание полости в цилиндрической заготовке. Этот способ приемлем для производства деталей для станков и машинного оборудования;
- фальцовка формирование трубчатого сечения с фальцевым швом;
- литье материал заливают в готовую форму со стержнем по центру. Еще один способ заливки это применение вращающейся пустотелой формы;
экструзия (выдавливание) — этот метод популярен в производстве пластмассовых труб.
Различают трубы бесшовные горячедеформированные и холоднодеформированные. Их изготавливают в соответствии со специальными условиями. Это зависит от температурной обработки стали, а также от области применения.
Бесшовные материалы наиболее востребованы в тех сферах экономики, где предъявляются высокие требования к прочности готового изделия.
Размерные значения
В выборе труб основное значение уделяют параметрам:
- наружный диаметр Дн мм регламентирован показателями ГОСТ;
- внутренний диаметр вычисляют по формуле Дн 2S мм;
- толщина стенки = S мм;
- условная величина внутреннего прохода это основная характеристика, которую необходимо учитывать в выборе трубных изделий, фитингов и арматуры;
- длина, зависит от диаметра трубы. Может быть мерной или немерной, минимальный размер ее установлен от 2 метров.
В выборе материала необходимо учитывать и показатели плотности.
Область применения
По условиям применения профильные изделия разделяют на трубы общего назначения и целевого использования. Последние применяют:
- в транспортировке жидкостей, газов, сыпучих веществ различного химического состава;
- в строительстве зданий и других сооружений;
- в производстве металлических изделий;
- в передаче давления и импульса;
- в защите коммуникаций и инженерных сетей;
- в добыче природных ресурсов;
- в изготовлении сооружений для колодцев, родников, галерей.
При проведении монтажных работ необходимо использовать фитинги и соединительную арматуру из того же материала, из которого изготовлены трубные изделия.
Также трубы изготавливают из нержавеющей стали. Они обладают определенными преимуществами:
- долговечность эксплуатации;
- устойчивость к коррозии;
- устойчивость к щелочным и кислотным веществам;
- внешний вид без изъянов.
Но при всех своих плюсах они имеют один недостаток. Дороговизна самих изделий и монтажных работ. Поэтому применяются они только в исключительных случаях, когда стоимость работ оправдана.










Преимущества бесшовных труб
1. Данные изделия можно использовать при большом давлении в трубопроводе, а также при больших температурных показателях.
2. Хорошие показатели прочности и жесткости.
3. Устойчивость к различным деформациям.
4. Легкий вес отдельных элементов.
5. Экологическая безопасность для здоровья человеческого организма.
6. Полная герметичность изделий обеспечивает безопасное передвижение по ним химических веществ.
Благодаря вышеперечисленным достоинствам бесшовные трубы нашли широкое распространение во многих областях строительства. Единственным недостатком данных материалов является их дорогая стоимость.
Бесшовные трубы изготавливают из углеродистой стали, которая обеспечивает хорошие показатели твердости и, тем самым, делает их очень устойчивыми к различным внешним воздействиям. Этот материал является самым распространенным для производства бесшовных труб. Также они могут быть выполнены из цветного металлопроката. К ним относятся справы из таких металлов как титан и латунь. Такие варианты используются гораздо реже, если сравнивать со стальными. В качестве внутреннего слоя стальной бесшовной трубы, в некоторых случаях, может выступать медь. Технология производства бесшовных труб требует использования специального оборудования, которое должно стоять только в соответствующих помещениях.
Бесшовные трубы могут производить как холодным, так и горячим прокатом. Первый вариант может быть с толщиной стенок от 0,3 до 24 миллиметров, а диаметром сечения от 5 до 250 миллиметров. При горячем прокате толщина стенок изделия может быть в пределах от 2,5 до 75 миллиметров, а общий диаметр от 20 до 350 миллиметров. Перед тем как произвести горячий прокат каждый отдельный элемент нагревают до температурного показателя в 1200 градусов в специальной печи. Изделия холодного проката отличаются идеально гладкой поверхностью стенок, что позволяет выполнить транспортировку жидкостей без трудностей. Производство считается очень трудоемким и энергозатратным, что влияет на стоимость готового изделия.
Области применения бесшовных труб
Газовые трубы или изделия стандартного назначения могут применяться для безопасной транспортировки различных видов жидкостей, а также газов и для обустройства строительных ограждений. Бесшовные трубы нашли свое применения в областях автомобилестроения, тракторостроения, судостроения, а также в авиационном моделировании. В нефтедобывающей промышленности данные изделия могут быть использованы не только для разведки, но и для добычи нефти. Также они применяются в химической, угольной и тяжелой промышленности. В каждой сфере бесшовные трубы отличаются между собой маркой стали, своими габаритами, а также наличием специального защитного покрытия.
Толстостенные варианты можно использовать при транспортировке жидкостей под очень большим давлением, где другие варианты не справятся и будут подвержены различным деформациям.
Бесшовные трубы, благодаря своей надежности и стойкости к различным механическим воздействиям, зарекомендовали себя как уникальный строительный материал для выполнения различных коммуникаций и строительных систем. Благодаря своим качественным характеристикам и тому, что бесшовные трубы имеют долгий срок эксплуатации, их можно использовать во многих областях. Они являются самыми прочными, если сравнивать их с другими вариантами трубных изделий.
В компании “Регионметпром” вы можете купить бесшовные трубы высокого качества, а также другие виды трубного проката.
Особенности изготовления
Изготовление труб чаще всего осуществляется из углеродистой или легированной стали, поэтому им не страшны коррозия и воздействие агрессивных веществ. Согласно технологии производства, все изделия выпускаются с нормированием механических и химических свойств. Она зависит от сферы применения конечного готового продукта и разделяется на несколько групп:
- А – нормированы механические свойства;
- Б – нормированы химические свойства;
- В – нормированы химические и механические свойства;
- Г – нормированы химические свойства, но также контролируются и механические свойства.
- Д – проводится испытание путем гидравлического воздействия.
В ходе производства тщательно контролируются характеристики изменения разностенности и овальности. Эти параметры не должны выводить готовые изделия за предельные значения диаметра, толщину стенки.
Технические требования к такому виду продукции устанавливают ГОСТ 8731-74 и 8734-75.
По соотношению размера внешнего диаметра к толщине стенки (Dн/s) стальные бесшовные модели классифицируются таким образом:
- особо тонкостенные Dн/s > 40 и диаметром 20 мм, толщиной стенки ≤ 0,5 мм;
- тонкостенные с Dн/s от 12,5 до 40 и D ≤ 20мм со стенкой 1,5 мм;
- толстостенные с Dн/s от 6 до 12,5;
- особо толстостенные с Dн/s< 6;
Технология изготовления горячедеформированных изделий
Процесс производства состоит из нескольких технологических стадий:
- Подготовка. Заготовки нужной длины получают из круглых сплошных штанг. Их ломают на гидравлических прессах по предварительно сделанным надрезам или разрезая с помощью пресс-ножниц.
- Прошивка. Изготавливается толстостенная гильза. Отверстие в ней формируется оправкой, которая зафиксирована на длинном стержне. Их оси совпадают с осью прошивки. Нагретая заготовка перемещается к валкам на навстречу оправке, которая установлена в зоне максимальных диаметром валков. Внешний диаметр гильзы приблизительно равен диаметру заготовки, но благодаря образованию отверстия ее длина увеличивается в 2,5-4 раза.
- Раскатка. Гильза деформируется на оправке в раскатных станах в трубу нужного размера с требуемой толщиной стенки разными способами. Метод раскатки гильзы характеризует тип трубопрокатной установки. Она может проводиться на автоматическом, непрерывном или трехвалковом раскатных станах.
Завершающая технологическая операция для любых способов раскатки — операция охлаждения изделий на специальных охладительных столах. Для устранения продольной кривизны охлажденные трубы могут подвергаться правке на правильных станах. Специальные валки осуществляют винтовое перемещение трубы, при этом осевые искривления ликвидируются, если они есть. Также проводится торцовка концов на токарных станках. Если требуется, снимаются фаски.








В завершении все готовые изделия подвергаются контролю качества. Годная продукция пакетируется и отправляется на склад, негодная отсеивается.
Технология изготовления холоднокатаных изделий
Ключевыми отличиями изготовления являются следующие моменты:
- гильза в данном случае охлаждается сразу после прошивки. Последующие операции проводятся при температуре ниже той отметки, при которой сталь приобретает пластичность. Конечно, назвать заготовку холодной можно лишь условно, поскольку сталь, которая деформируется в вальцах, выделяет тепло;
- перед завершающей калибровкой трубы обязательно подвергают отжигу. Заготовка вновь разогревается до температуры, при которой происходит рекристаллизация, а затем естественным образом остывает. Это необходимо для снятия накопившегося внутреннего напряжения в трубе и придания материалу вязкости, пластичности.
Стальные трубы

Продукция из стали применяется как в промышленности, так и в быту и по способу производства делится на четыре основных вида.
Бесшовные стальные трубы
Отличительная черта этого варианта это то, что выпускаемые металлические изделия не имеют сварных швов. За счет чего, по сравнению с другими видами, эти стальные трубы более устойчивы к воздействию увеличенных нагрузок. Высокая теплопроводность и невосприимчивость к коррозии позволяет изделиям находить широкое применение в отраслях промышленности и в сфере коммуникаций.
В зависимости от соотношения плотности стенок и внешнего диаметра, бесшовные металлические трубы делятся на:
- особотонкостенные;
- тонкостенные;
- толстостенные;
- особотолстостенные.
Изготовление металлических труб происходит на специальных трубопрокатных агрегатах и подразделяется на холоднодеформированное и горячедеформированное. Оба варианта используются для возведения городских коммуникаций, в частности, для обеспечения жилых массивов горячей и холодной водой. В промышленности эти металлические трубы встречаются в качестве трубопроводов, которые обслуживают производственные линии, а также применяются для транспортировки нефти или газа.
Холоднодеформированные трубы производятся методом холодной прокатки и предназначены для сборки на важных участках, где требуется обеспечить надежность конструкции. Увеличенная стойкость к коррозии обеспечивается присутствием в легированной стали примесей меди, никеля и хрома. А если изготовление труб ведется из углеродистой стали, то готовый продукт легко поддается последующей обработке, приобретая нужный облик.
Горячедеформированный метод предусматривает производство труб из раскаленных металлических заготовок на трубопрокатных станках. Готовая продукция выдерживает повышенное внутреннее давление, необходимое для циркуляции углеводорода, при переработке нефти. Кроме того, устойчивость к механическим повреждениям дает возможность применять бесшовные металлические трубы в ветвях водоснабжения.
Электросварные трубы
Производится этот товар из углеродистой или низколегированной стали. Болванкам придают необходимые формы, после чего сваривают. Края могут обрабатываться или оставаться в сыром виде. В зависимости от этого зависит стоимость металлитеских труб, поступающих к покупателям.
Стойкость к коррозии обеспечивают специальные средства, наносимые во время технологической сборки. Способность выдерживать большое давление появляется за счет того, что плоская заготовка скручивается и проворачивается, тем самым места соединений получаются спиралеобразными.
Электросварные металлические трубы применяются в системах отопления, подачи воды и газа, а также используются в качестве магистралей газонефтепроводов.
Профильные трубы
В строительстве, наибольшую популярность получили профильные металлические трубы. Вариант, который является альтернативой полнотелым брусам. Благодаря полой конструкции профильных металлических труб можно снизить вес всего сооружения. Заготовками служат круглые прямошовные болванки, приобретающие в процессе формовки прямоугольную, квадратную или овальную форму. А дальнейшая термическая обработка освобождает готовые металлические трубы от механических напряжений.
Профильные трубы, кроме строительства также применяются в:
- машиностроении;
- производстве мебели;
- наружной рекламе;
- сборке каркасов.
Диапазон сечения лежит в пределах от 10×10 мм до 500×400 мм, а плотность стенок варьируется в пределе от 1 до 22 мм
Водогазопроводные трубы
Прямое назначение этой продукции — транспортировка газа и воды, поэтому здесь особое при внимание уделяется шву. Материалом для изготовления труб служит углеродистая сталь, а выпускаемый продукт является электросварным и различается по двум признакам:
- плотности стенок (обыкновенные, легкие, усиленные);
- наличию защитного слоя (оцинковка), толщина которого не менее 30 мм, что на 3% утяжеляет товар.
Монтаж ведется сварным методом или резьбовым соединением, осуществляемый при помощи комплектующих.