Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину
Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Основы электросварки
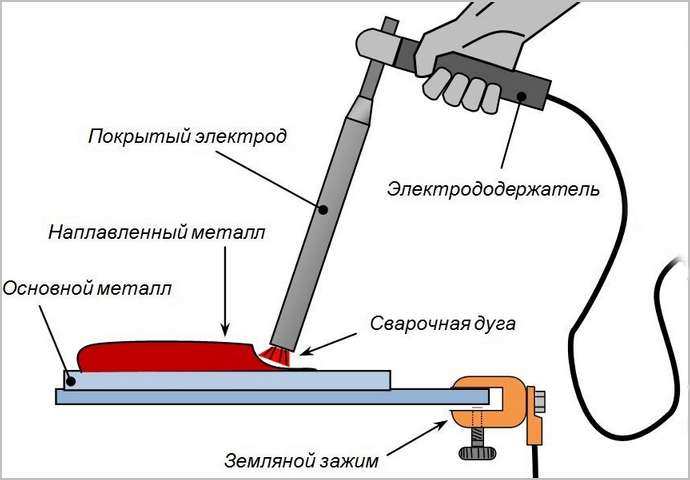
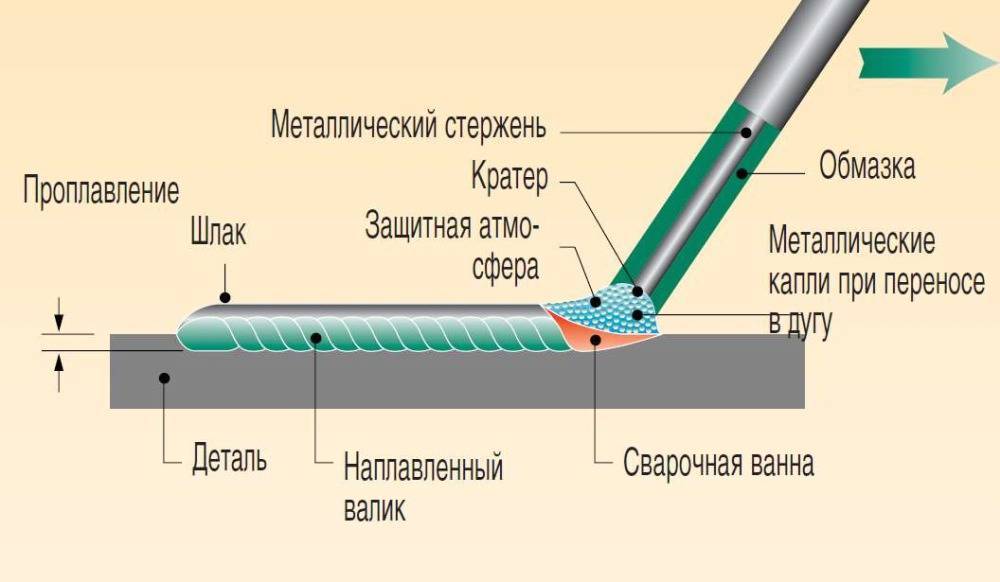
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Сварочная дуга
Сварочная дуга образуется следующим образом:
- К электроду и основному металлу подводится электрический ток.
- Сварщик прикасается присадкой к основному металлу, в результате чего возникает короткое замыкание в сварочной цепи. Поскольку электрод имеет неровную поверхность, контакт происходит в нескольких точках одновременно.
- В зонах контакта металла и электрода возникает ток высокой плотности. Он расплавляет присадочный материал, появляется тонкая пленка жидкого металла.
- При отведении присадки из жидкого расплава вытягивается шейка. В ней плотность тока, а, следовательно, и температура металла еще больше возрастают
- Металл испаряется, шейка рвется, в ионизированном облаке паров и газов загорается сварочная дуга.
Напряжение сварочной дуги зависит от ее длины: чем короче дуга, тем ниже напряжение. Если используется металлический электрод, то для устойчивого горения дуги требуется напряжение 18-28 В. Для угольного электрода напряжение должно быть от 30 до 35 В.
Сварочная дуга, которая горит равномерно, без обрывов и не требует повторного зажигания, называется устойчивой.
Устойчивость дуги зависит от:
- рода электрического тока (постоянный или переменный);
- состава покрытия присадочного материала;
- полярности. При постоянном токе полярность может быть прямой и обратной.
- прямая полярность – минус источника тока подается на электрод;
- обратная полярность – минус подсоединяется к изделию.
 Влияние полярности тока на температуру
Влияние полярности тока на температуру
4. длины дуги. Это величина, равная расстоянию от торца электрода до поверхности ванны сварочной. Для стального электрода эта величина не превышает 2-4 мм (короткая дуга). Это оптимальная величина, которая обеспечивает устойчивость горения и хорошее качество сварного соединения.
Длина, равная 4-6 мм считается нормальной, а более 6 мм – длинной. Длинная дуга – плохой вариант: она неустойчива, плавление металла проходит неравномерно, капли расплава, стекающие с электрода, окисляются и насыщаются азотом. Шов получается пористым, неровным. Появляются непроваренные участки.
Особенности электрической сварки металлических труб
Учиться сваривать профильные трубы лучше всего на толстостенных изделиях, используя сварочный выпрямитель или инвертор. В зависимости от диаметра труб, толщина их стенки может достигать более 16мм, но вам, скорее всего, понадобится сваривать изделия из конструкционных сталей с толщиной стенки до 12 мм. Чтобы сварить трубу часто используют однослойную сварку, но для увеличения прочности соединения лучше выполнять два и более проходов.
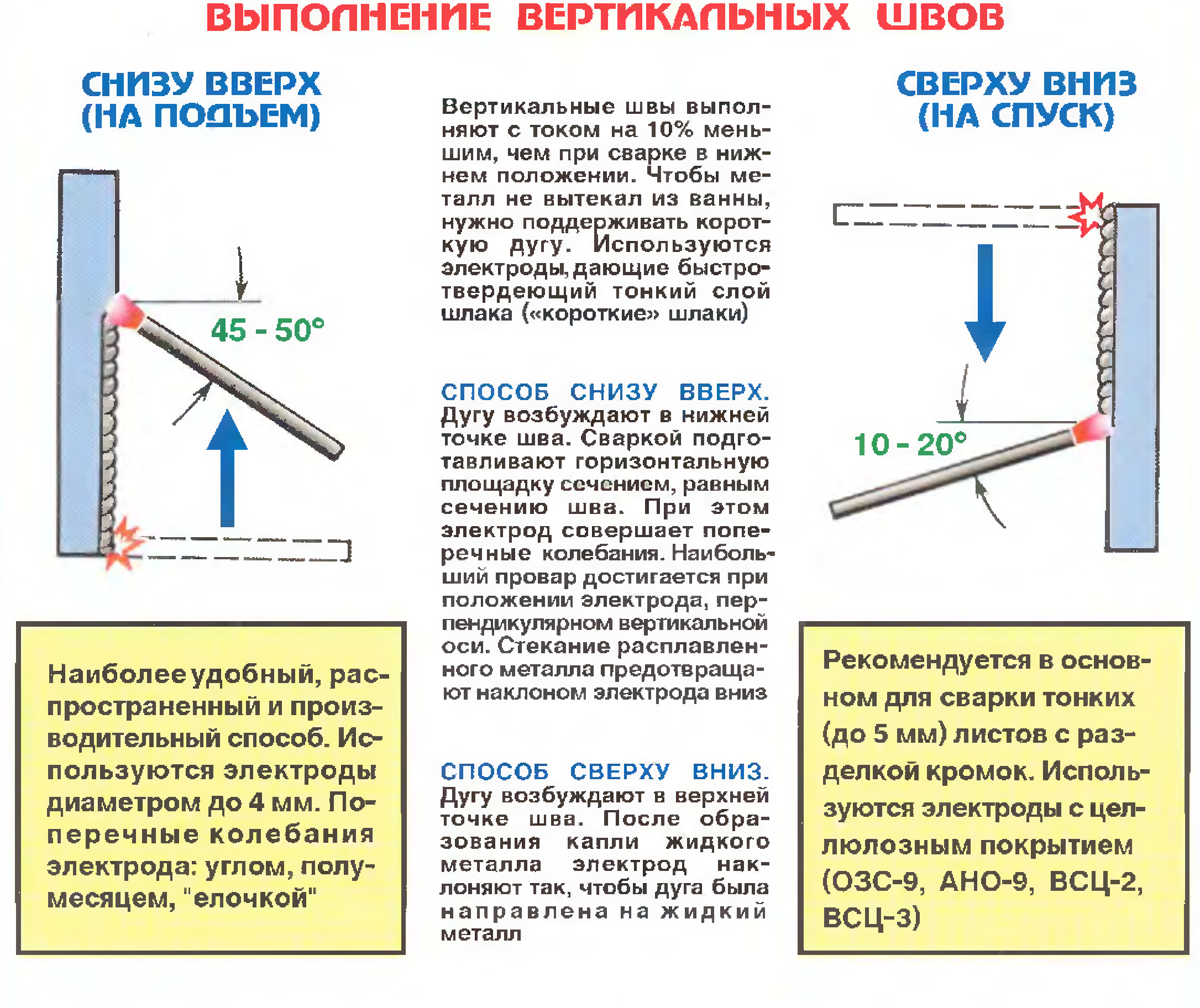
При сваривании труб швы выполняют двумя полукольцами сверху вниз или снизу вверх.
Если направление движения электрода соответствует первому варианту, то применяют 4-мм стержни с низким шлакообразованием и органической обмазкой. Такое покрытие выгорает медленней, образуя на конце электрода козырек, на который опираются, выполняя поперечные колебания малой амплитуды.
При сварке снизу вверх амплитуду увеличивают до 3-5мм, а скорость проводки стержня уменьшают.
Соединения труб выполняют:
- Встык (точное ориентирование торцев одной трубы относительно другой);
- Внахлест (наложением труб или деталей друг на друга);
- Углом;
- Тавровый стык (одна труба перпендикулярна относительно другой).
Для того чтобы сварить одну трубу с другой, предварительно зачищают и подготавливают их торцы и укладывают изделия на рабочем месте. Далее центрируют элементы друг относительно друга и прихватывают в нескольких местах точечными швами. После проверки центровки трубы можно сваривать одним из указанных способов.
При невозможности проворачивать трубы, их стыки выполняют многослойно. Первый, корневой слой, служит для первоначального соединения деталей. Следующие, заполняющие слои, призваны создать собственно прочный, монолитный шов. И, при необходимости, выполняют финишный, облицовочный шов, которым закрывают все дефекты и неровности. Видео о том, как сварить трубу, поможет лучше разобраться с особенностями такой работы.
После очистки швов от шлака, поверхность тщательно осматривают на предмет выявления непроваров, пор, трещин и прожогов. При необходимости дефекты устраняют при помощи сварки. Если же шов удовлетворяет всем требованиям, то его зачищают при помощи угловой шлифмашины.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
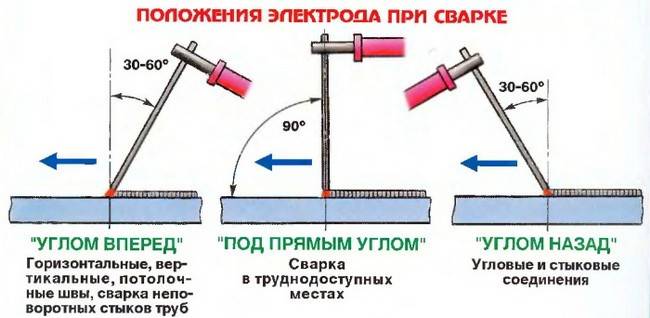
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
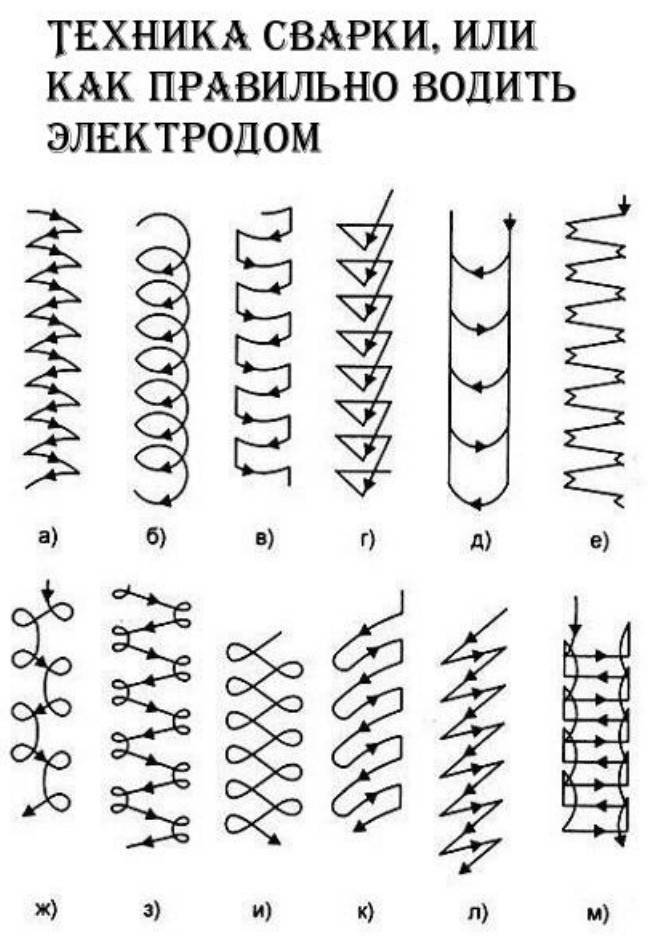
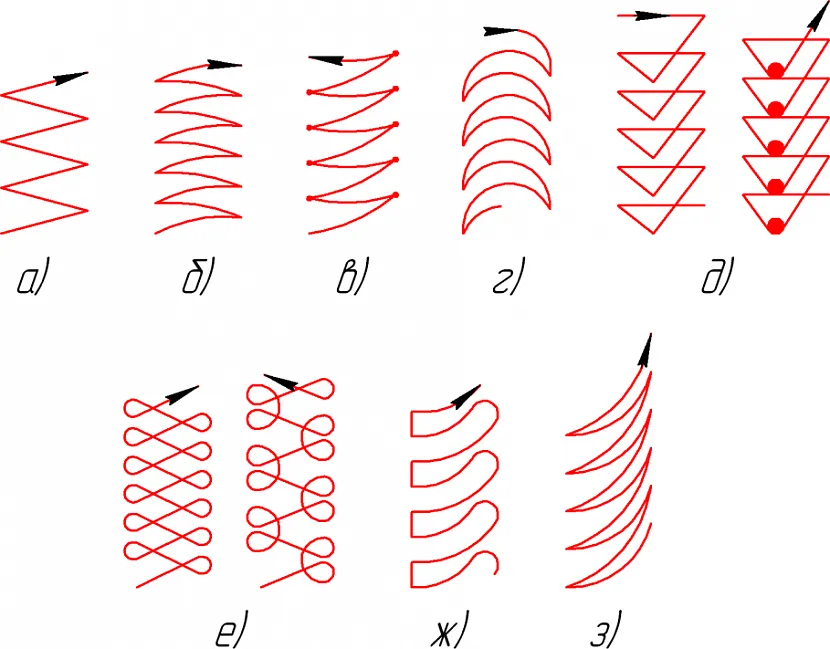
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.









Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Выполнение сварочных швов
До того, как узнать, какие существуют разновидности сварочных швов, требуется иметь информацию об их свойствах. Они, фактически, являются характеристиками соединения, которые определяют их качественное состояние. Среди них выделяют надёжность, вязкость, удлинение и сужение.
В зависимости от расположения
С учётом расположения сварочные швы бывают горизонтальными, вертикальными, потолочными и наклонными.
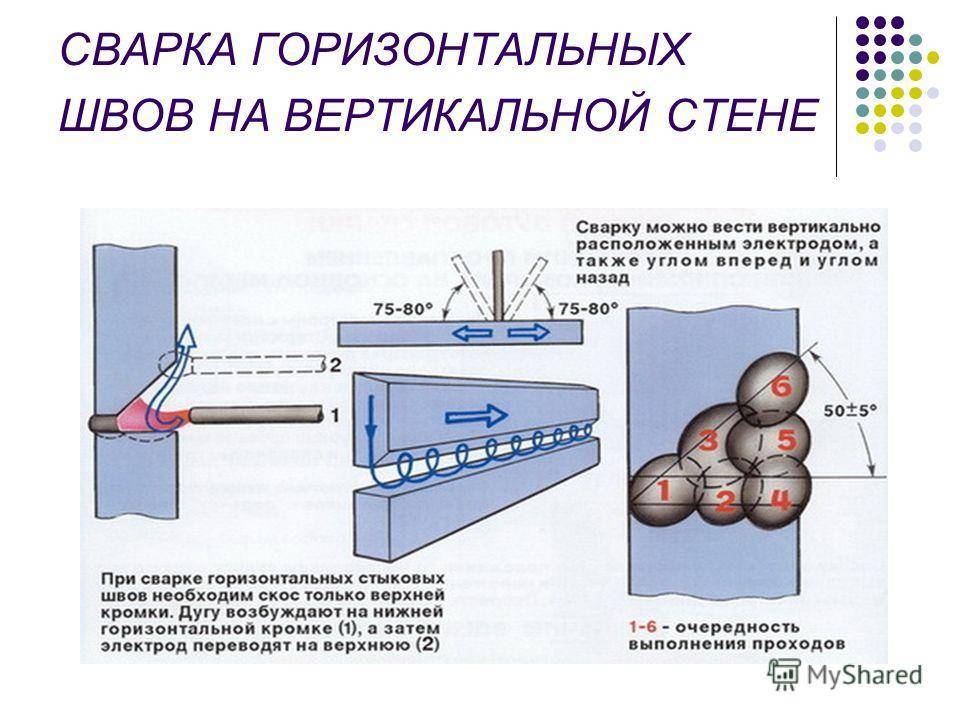
Горизонтальный
В период выполнения подобного шва главной трудностью станет стекание металла вниз. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Включают сварочный инвертор, выставляют ток |
 | Меж пластин делают небольшой зазор и создают сварочные «ванны» |
 | Делают сварочное соединение |
 | Отбивают шлак |
Вертикальный
Опытные специалисты советуют делать данное соединение 1 проходом. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Включается сварочный инвертор |
 | Делается сварочный шов |
 | Отбивается шлак |
Потолочный
Подобное соединение считают наиболее трудным, поскольку сварочная ванна перевернута кверху дном и располагается над человеком. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Надеваются средства защиты, включается инвертор |
 | Делается сварочное соединение |
 | Отбивается шлак |
 | Готовый шов |
Наклонный
В процессе формирования углового соединения детали располагают под различными углами лодочкой так, чтобы металл мог стекать в угол. Последовательность действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Создаётся шов |
 | Отбивается шлак |
В зависимости от конструкции соединения
С учётом конструкции соединения швы делаются встык, внахлёст или тавровыми. Рассмотрим каждый из них.
Встык
Последовательность действий:
| Иллюстрация | Описание действий |
 | Готовятся пластины |
 | Зажигается электродуга. |
 | Формируются сварочные «ванны» |
 | Формируется соединение |
 | Отбивается шлак |
Внахлёст
Последовательность действий:
| Иллюстрация | Описание действий |
 | Подготовка изделия |
 | Формирование «ванн» |
 | Формирование шва внахлёст |
 | Отбивается шлак |
Тавровый
Последовательность действий:
| Иллюстрация | Описание действий |
 | Подготовка деталей |
 | Изготовление сварочных «ванн» |
 | Создание таврового шва |
 | Устранение шлака |
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
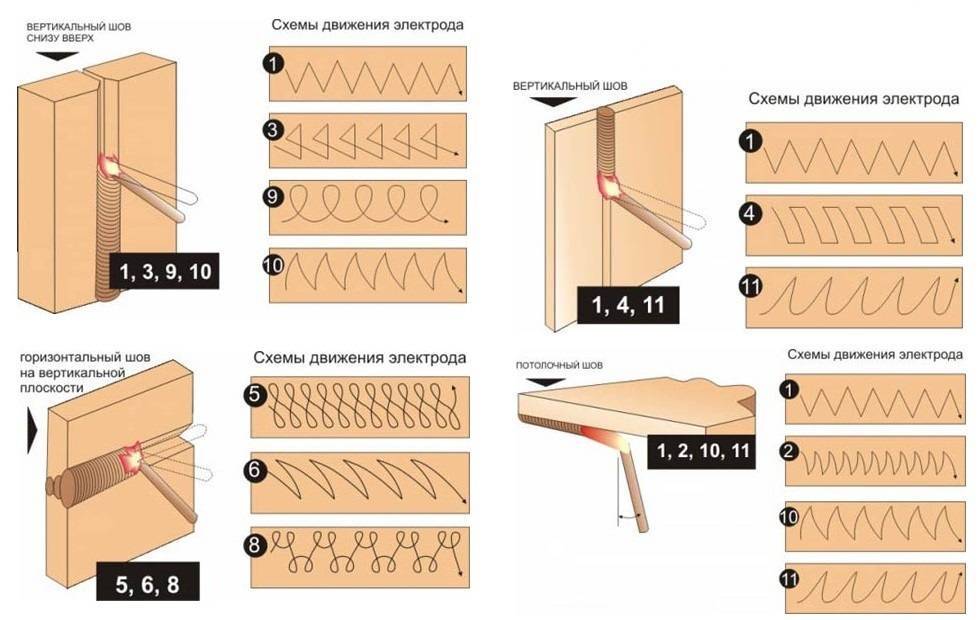
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
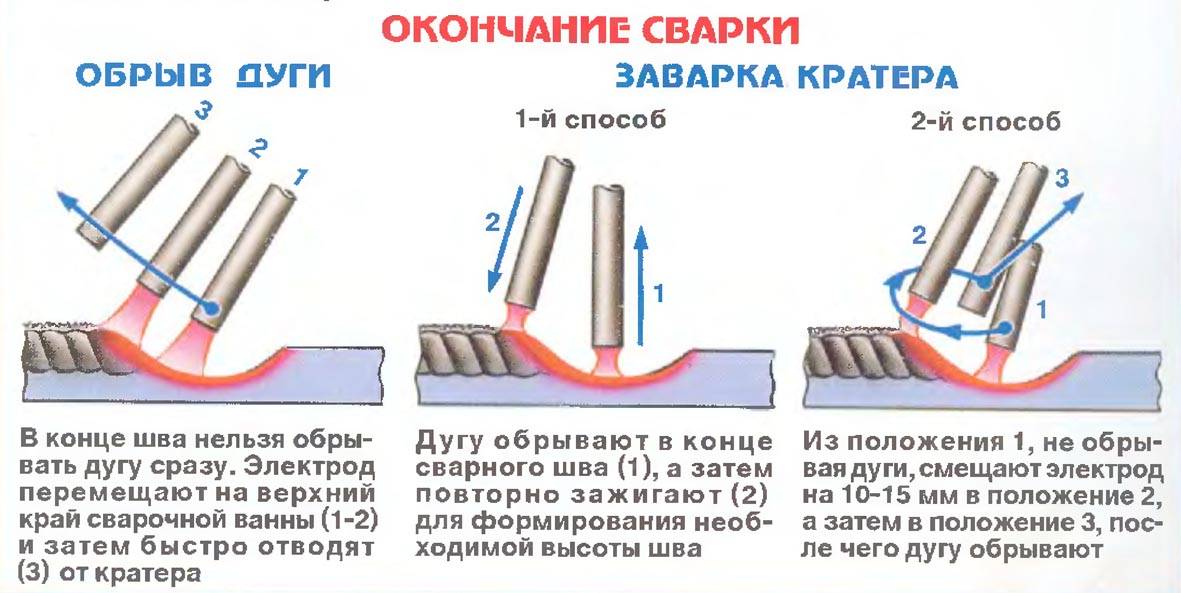
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как пользоваться сварочным инвертором?
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.







Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.

Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
https://youtube.com/watch?v=JYrmpMqKKzA
Оборудование, экипировка и расходники, которые потребуются при сварочных работах
Для производства сварочных работ потребуется:
- сам сварочный аппарат;
- сварочная роба, перчатки или рукавицы;
- защитная маска;
- электроды.
 ФОТО: avatars.mds.yandex.netСварочные работы требуют особых знаний и навыков
ФОТО: avatars.mds.yandex.netСварочные работы требуют особых знаний и навыков
На первый взгляд, всё просто. Однако следует разобраться с этим списком подробнее.
 ФОТО: spec-centr.ruИнверторные сварочные аппараты наиболее удобны новичкам для обучения
ФОТО: spec-centr.ruИнверторные сварочные аппараты наиболее удобны новичкам для обучения
Статья по теме:
Сварочный аппарат: виды, особенности использования
Сварочные аппараты для ручной дуговой сварки могут быть трёх типов – трансформаторный, инверторный и полупроводниковый (выпрямительный). Работа с каждым из них требует особого подхода.
 ФОТО: makler.mdТрансформаторные сварочники имеют достаточно большой вес
ФОТО: makler.mdТрансформаторные сварочники имеют достаточно большой вес
Устройство трансформаторного типа — это наиболее простой аппарат, в который встроен понижающий трансформатор. Вследствие его работы сила тока значительно возрастает, что и позволяет разжечь дугу. Такие сварочники требуют умения настраивать выходной ток для оптимизации сварки.
Полупроводниковые или выпрямительные устройства. По сути, это тот же трансформаторный сварочник с единственным отличием. Выходящий после трансформатора ток проходит через выпрямитель, что улучшает качество сварных швов и упрощает работу.
 ФОТО: stroy-profi.ruВыпрямительный сварочный аппарат. Работать с ним проще, чем с обычным
ФОТО: stroy-profi.ruВыпрямительный сварочный аппарат. Работать с ним проще, чем с обычным
Инверторный аппарат более современный вариант. Такой сварочник очень компактен и лёгок. Для начинающих сварщиков это будет идеальным приобретением. Благодаря каскадным преобразователям, на выходе можно получить ровный ток, который регулируется при помощи реостата намного точнее, чем это можно было сделать на предыдущих устройствах.
Средства индивидуальной защиты при работе со сваркой
Наряду со спецкостюмами, рукавицами и обувью, при производстве сварочных работ необходимо использовать сварочную маску со светофильтром. Если говорить о подобной защите прошлого поколения, то светофильтр представлял собой стекло, через которое невозможно ничего увидеть, если не смотреть на дугу. Только по причине её высокой яркости сварщик мог рассмотреть шов, с которым работает. Современные светофильтры позволяют прекрасно видеть всё вокруг, но моментально затемняются при малейшей искре от электрода.
 ФОТО: avatars.mds.yandex.netСредства индивидуальной защиты сварщика
ФОТО: avatars.mds.yandex.netСредства индивидуальной защиты сварщика
СИЗ должны полностью обеспечить защиту тела сварщика, а главное, помочь избежать ожогов сетчатки глаз. Подобная проблема среди «сварной братии» называется «нахвататься зайчиков». Результатом ожога становятся сильнейшие болевые ощущения, резь, чувство песка в глазах. В сложных случаях возможно резкое снижение, а иногда и полная потеря зрения.
 ФОТО: archive.doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глаз
ФОТО: archive.doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глаз
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Трубопроводы: особенности производства сварочных работ на них
Сварка магистральных трубопроводов довольно сложна. Она требует обязательного наличия опытного специалиста. Поэтому, если домашний мастер только начинает обучение, за ответственные участки (вроде водопровода в квартире или частном доме) ему браться не стоит. В этом случае лучше обойтись заменой всех металлических труб на полипропилен и уже из них спаять магистраль. Здесь особого опыта не потребуется, научиться делать качественную пайку полипропилена можно достаточно быстро.
 ФОТО: vt-metall.ruСварка трубопроводов считается одним из сложнейших процессов
ФОТО: vt-metall.ruСварка трубопроводов считается одним из сложнейших процессов ФОТО: avatars.mds.yandex.netВыполнить качественный и аккуратный шов при сваривании труб не так-то просто
ФОТО: avatars.mds.yandex.netВыполнить качественный и аккуратный шов при сваривании труб не так-то просто ФОТО: varim.byВот такой шов на трубе совершенно никуда не годится
ФОТО: varim.byВот такой шов на трубе совершенно никуда не годится
Для трубопроводов от полдюйма и меньше лучше всего использовать газовую сварку, а вот более толстые магистрали монтируются исключительно с помощью дуговой. В зависимости от степени ответственности монтируемой магистрали, от сварщика может потребоваться наличие свидетельства НАКС (национальное агентство качества сварки). По результатам аттестации НАКС, сварщик может получить личное клеймо, которое состоит из цифровых и буквенных обозначений. Впоследствии, при переаттестации, оно не меняется. Специалисты с личным клеймом и аттестатом НАКС могут работать на монтаже газо- и нефтепроводов. Клеймо сварщика на шве является своеобразным знаком качества.
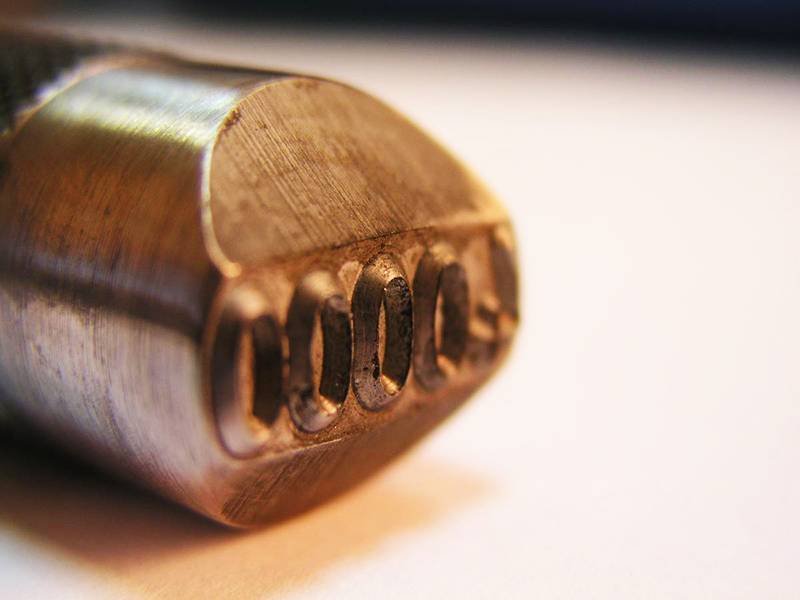 ФОТО: alians-weld.ruЛичное клеймо может получить только сварщик высокой квалификации
ФОТО: alians-weld.ruЛичное клеймо может получить только сварщик высокой квалификации ФОТО: teksa-s.ruИменно такой стандарт шва принят НАКС
ФОТО: teksa-s.ruИменно такой стандарт шва принят НАКС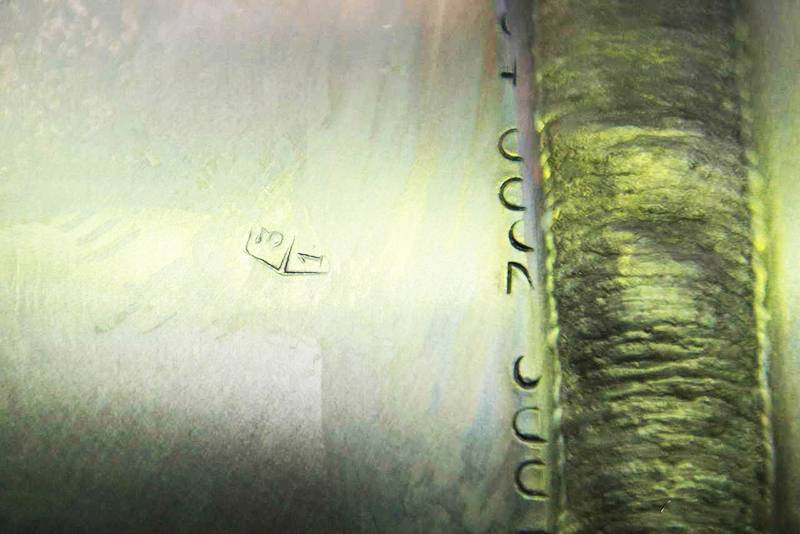 ФОТО: magspace.ruКлеймо сварщика подтверждает качество исполнения шва
ФОТО: magspace.ruКлеймо сварщика подтверждает качество исполнения шва
Тем, для кого рабочие профессии сродни искусству, можно сказать так – проставленное клеймо сварщика – это подпись художника, создавшего полотно. На самом деле, профессия сварщика подразумевает творческий подход, немного ограниченный рамками правил. Ниже можно увидеть, какие швы способны делать специалисты, аттестованные НАКС.
1 из 6
 ФОТО: disolen.lv
ФОТО: disolen.lv
 ФОТО: formation-soudure.com
ФОТО: formation-soudure.com
 ФОТО: fishki.net
ФОТО: fishki.net
 ФОТО: intertechpribor.ru
ФОТО: intertechpribor.ru
 ФОТО: promtu.ru
ФОТО: promtu.ru
 ФОТО: mani.by
ФОТО: mani.by
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.





Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Рекомендации: как правильно сварить металл
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
О каких дефектах стоит знать, чтобы сделать хороший сварочный шов
Можно разделить дефекты на несколько основных видов:
- Непровар – речь идет о недостаточном заполнении шовным материалом, прочность которого уменьшена. Причиной тому может стать недостаточное напряжение в цепи или сильно большая скорость ведения электрода.
- Подрез – продольная канавка, и она появляется из-за избыточной длины дуги. Для устранения дефекта нужно правильно выбирать силу тока – просто немного увеличьте ее.
- Прожоги – появление в материале отверстий сквозного типа. Это может быть вызвано превышением нужного для такой толщины материала тока, а еще очень медленное ведение электрода. Такое следует проверить, не превышен ли зазор между заготовочными кромками.
- Пористость – появляется из-за сквозняка в рабочем месте, которое сдувает облачко защитных газов.
Есть и другие сварные дефекты, к примеру, трещины продольного и поперечного типа.