При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
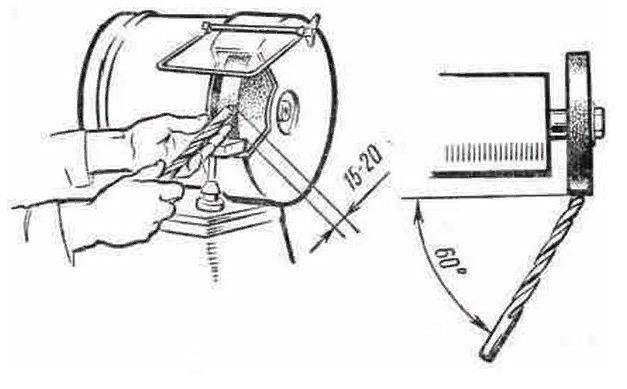
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Несколько слов о ремонте сверл по бетону
Все вышеописанные способы заточки относятся к инструменту по металлу и по дереву. Однако сверло с наконечником из победита тоже может затупиться. При этом оно проявляет себя так же, как и инструмент по металлу – плохо сверлит, быстро перегревается и издает при работе неприятный высокочастотный звук. Надо сказать, что принцип заточки победитовых сверл примерно такой же, как и для инструмента по металлу, однако имеются некоторые важные нюансы.
Прежде всего нужно измерять высоту режущей части затупленного инструмента. Затачивать сверла имеет смысл, если высота составляет не менее 7-10 мм. Если же высота меньше, добиться качественного результата не получится, поэтому выгодней приобрести новую насадку. Для заточки нам понадобится круг с алмазным напылением. Имейте в виду, что твердосплавный наконечник не терпит высоких температур. Поэтому работать необходимо на минимальных оборотах.
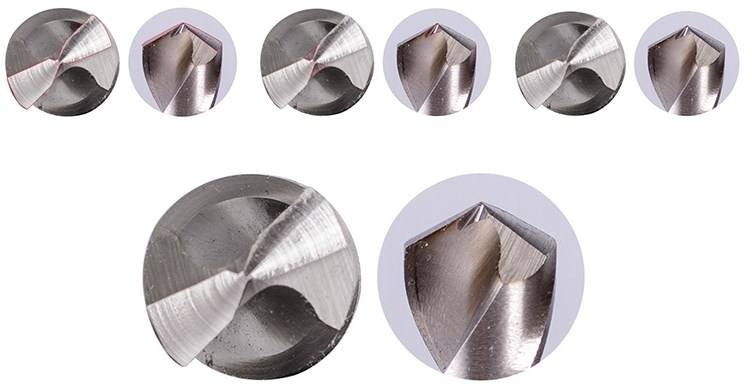
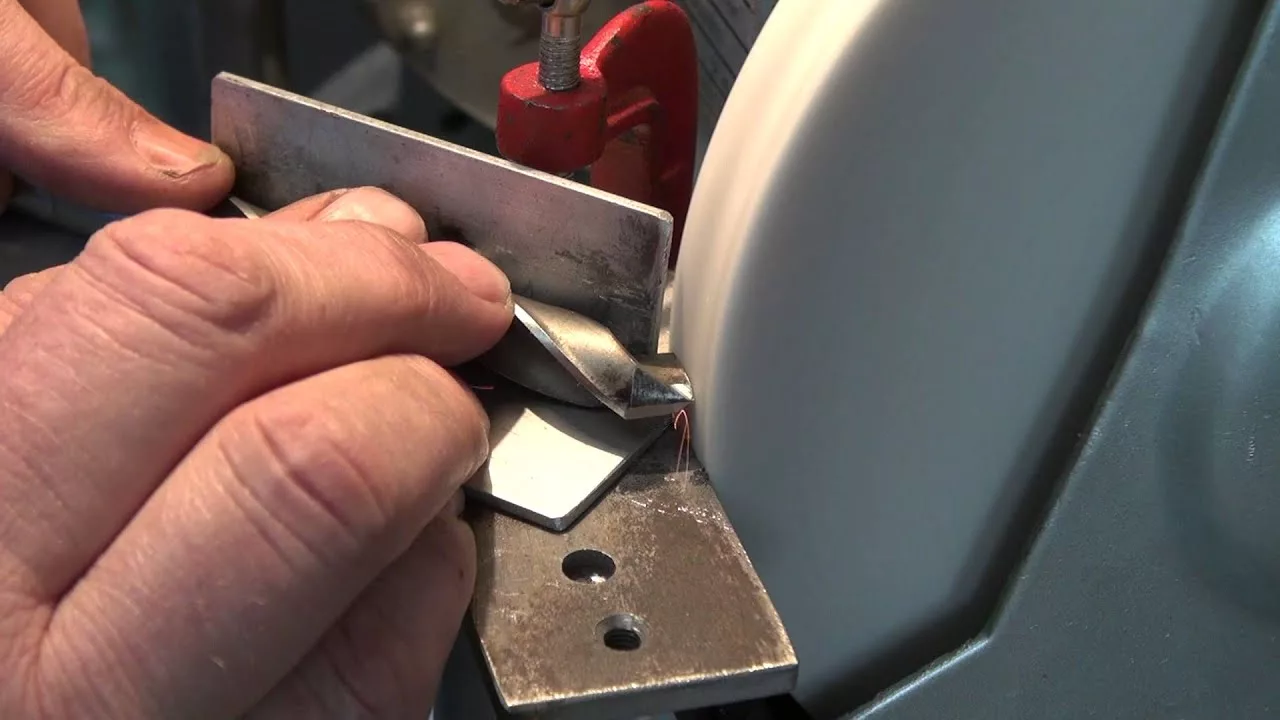
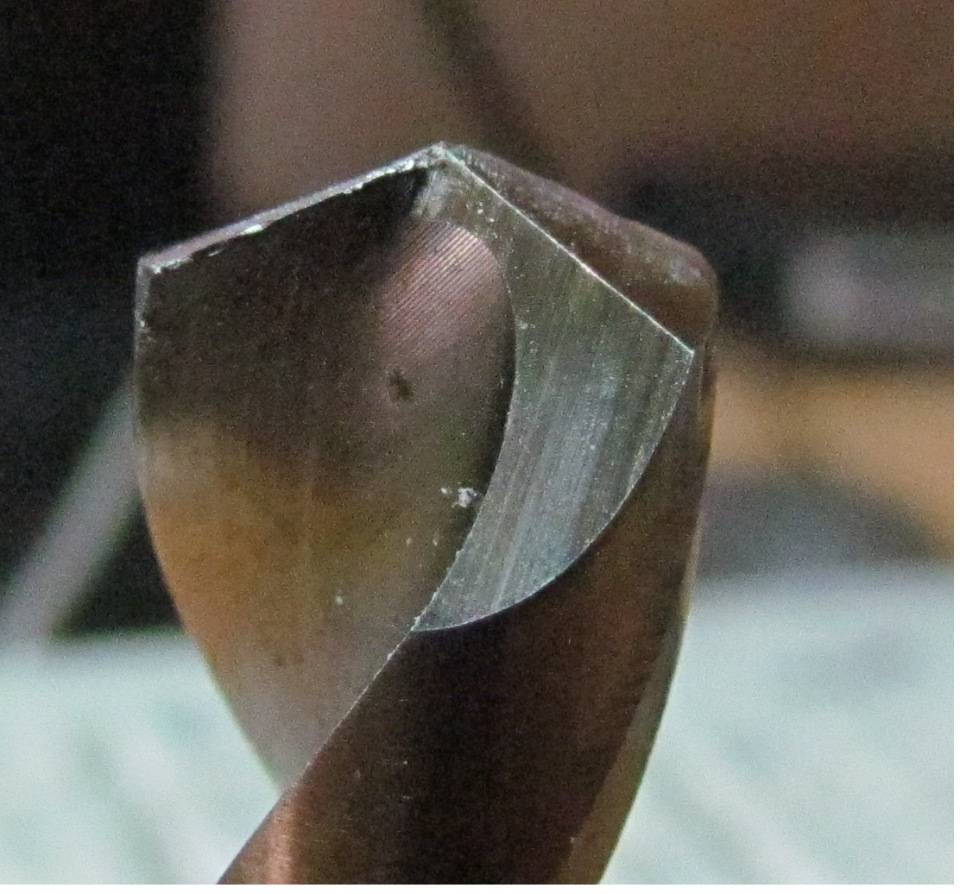
Чтобы заточить твердосплавное сверло правильно, вначале нужно подправить кромки наконечника, которые первыми «слизываются» в процессе работы по бетону. Углы кромок напайки должны быть ровными, т.е. под 90 градусов. Затем затачиваются задние поверхности до самой напайки, как показано на фото выше. Если твердосплавная напайка сточилась до стали, необходимо подточить переднюю часть. В противном случае мягкая сталь будет выходить на поверхность режущей кромки, соответственно никакой эффективности и качества сверления в таком случае от инструмента не добиться.
Как и при обработке любых других сверл обязательно следите за симметричностью. Режущие стороны должны быть одного размера. Если центр оси сместится, то снизится эффективность инструмента, кроме того, отверстия будут получаться неровными
Существует также еще одно важное правило – чем тверже наконечник, тем острее должен быть угол при вершине. Для победитовых напаек этот угол должен составлять 170 градусов
Вот, собственно, и все, что необходимо знать для самостоятельной заточки сверл.
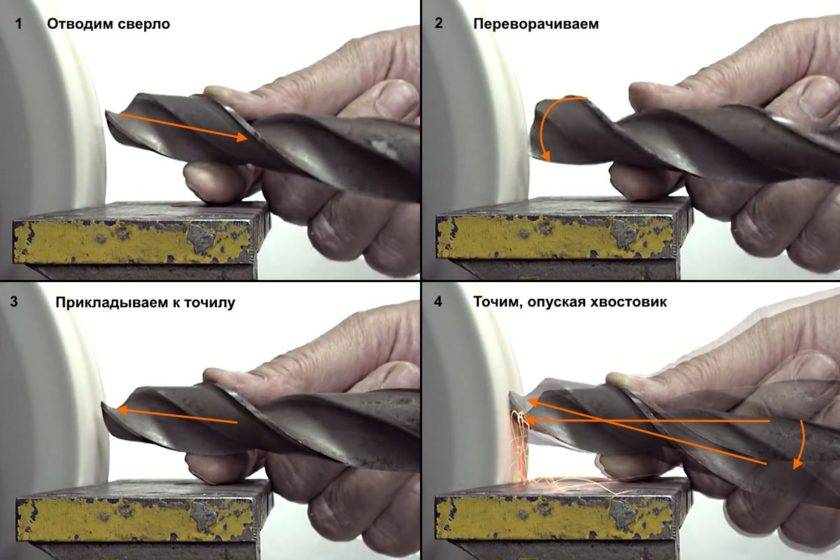
И все же вернемся к традиционному ручному способу
Именно так точат сверла по металлу практически все домашние слесаря.
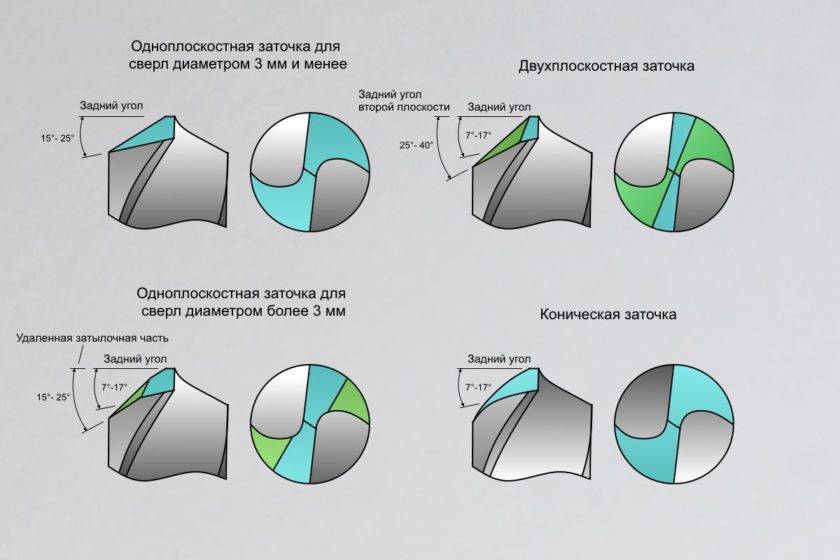
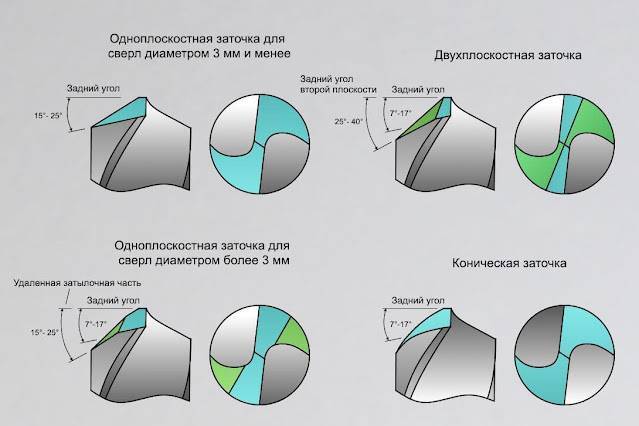
Перед началом работ надо определиться, каким видом заточки надо обработать рабочую часть сверла. Режущие грани точат следующими способами:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.

Сначала затачивается задняя поверхность кромки. Толщина снятого материала должна быть такой, чтобы не осталось ни одного дефекта на кромке. Если на сверле присутствуют выщерблины 1-2 мм – придется укорачивать насадку на эту длину.
В ходе процесса периодически осматриваем рабочую кромку. Грани должны быть симметричными, перемычка ровной, и находиться точно посередине между рабочими кромками.

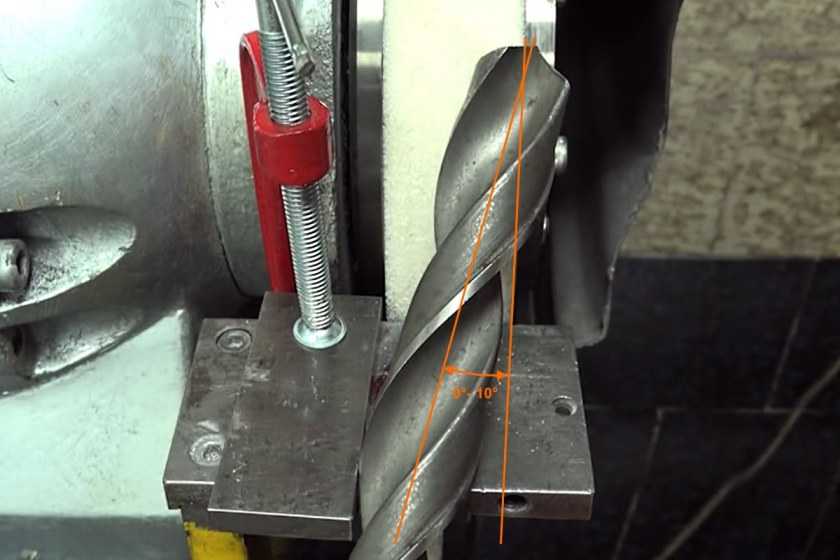
Сверла диаметром до 3 мм затачивают одноплоскостным способом. После придания правильной формы задней поверхности, сверло с помощью подручника или другого приспособления прижимается к наждаку под углом 25°-30°.
ВАЖНО! Рабочая поверхность абразивного круга должна «набегать» на поверхность заточки. В противном случае кромка будет неровной.. В процессе заточки сверло нельзя поворачивать и менять угол
Это необходимо для придания кромке идеально плоской формы. К тому же, при повороте может выкрошиться часть металла рабочей кромки
В процессе заточки сверло нельзя поворачивать и менять угол. Это необходимо для придания кромке идеально плоской формы. К тому же, при повороте может выкрошиться часть металла рабочей кромки.
Инструмент такого малого диаметра затачивается с одного подхода, поэтому перегрева бояться не следует. Охлаждать сверло в содовом растворе можно при смене плоскости заточки.
Осматриваем рабочий кончик – грани должны быть одинаковыми, иметь равный угол наклона.
Проверяем по шаблону правильность угла. Если не получилось с первого раза – дорабатывать кромку нельзя. Необходимо произвести заточку заново.
Инструмент диаметром более 4 мм затачивают коническим способом. Техника требует определенных навыков, поэтому перед обработкой ценных сверл следует потренироваться на тех, которые не жалко испортить.
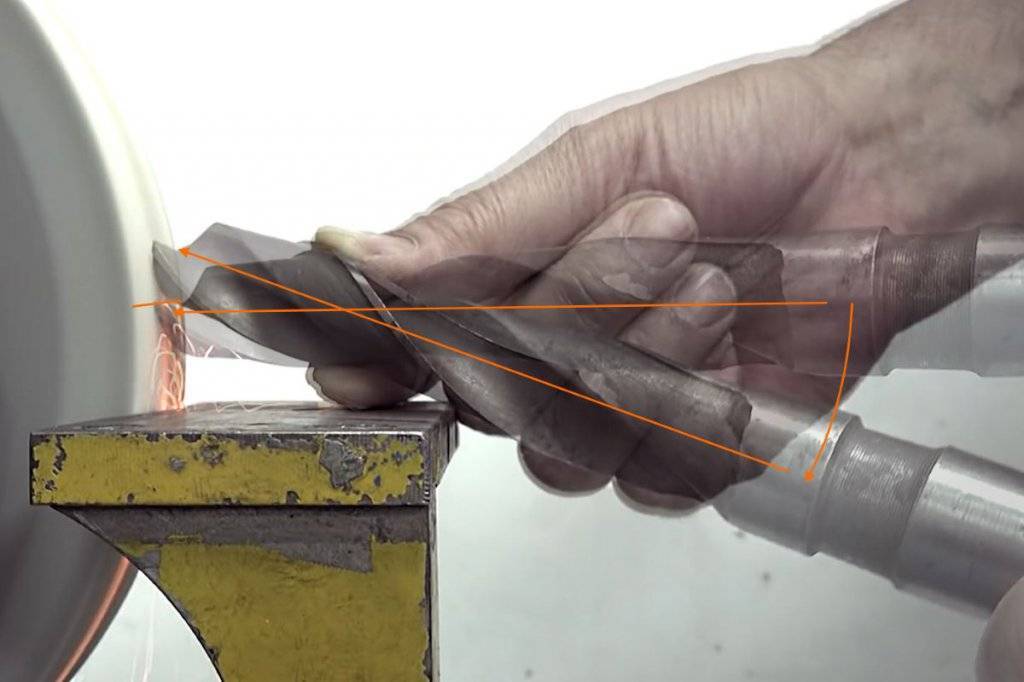
Конический способ принципиально отличается от одноплоскостного. Сверло держится двумя руками (размеры крупных экземпляров это позволяют). После касания абразива режущей кромкой, сверло поворачивается по задней стороне, чтобы придать ей коническую форму.
ВАЖНО! Во время процесса нельзя отрывать сверло от наждака. Каждый подход начинается с рабочей кромки и заканчивается полным поворотом до конца задней поверхности.. После каждого подхода рабочая часть сверяется с шаблонами по всем трем углам
После каждого подхода рабочая часть сверяется с шаблонами по всем трем углам.
Можно точить крупные сверла и плоскостным способом. Однако при этом способе сверло будет плохо отводить стружку из отверстия и сильно перегреваться.
Технологическая последовательность заточки
подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.



При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
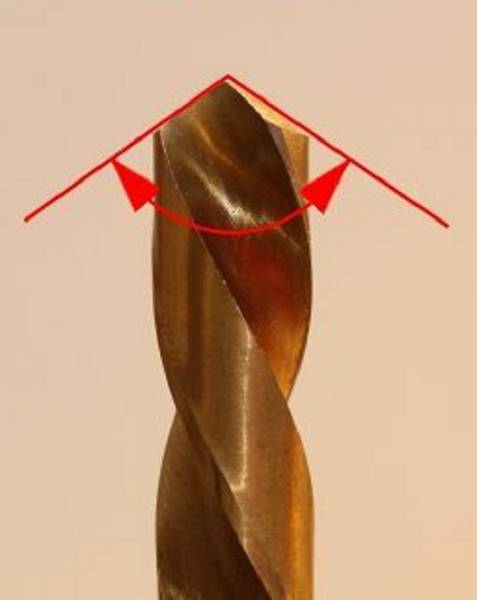
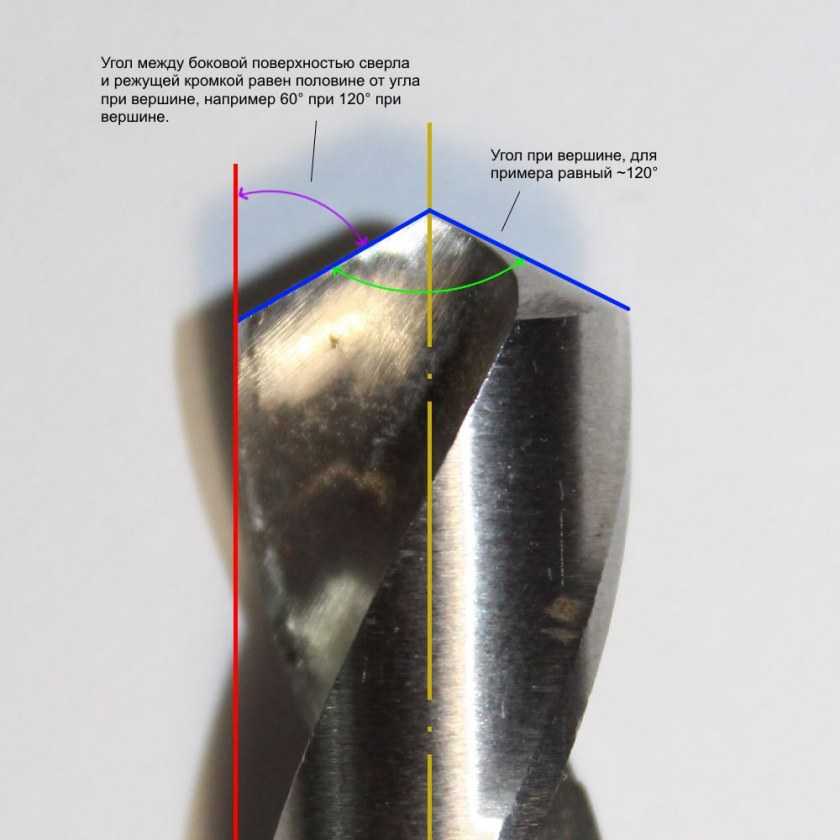
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
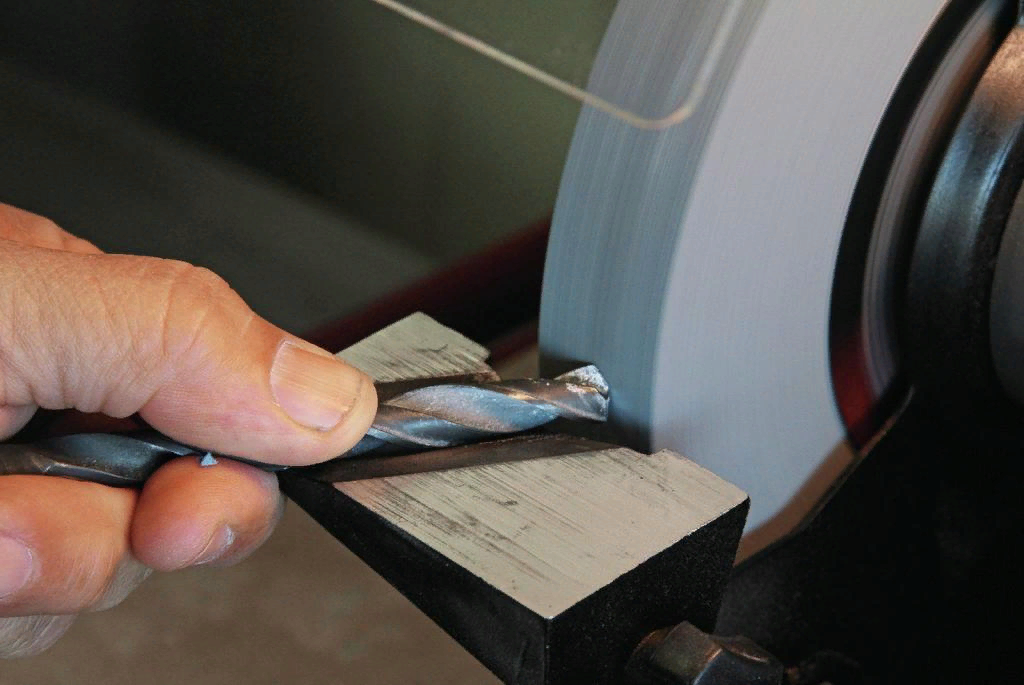
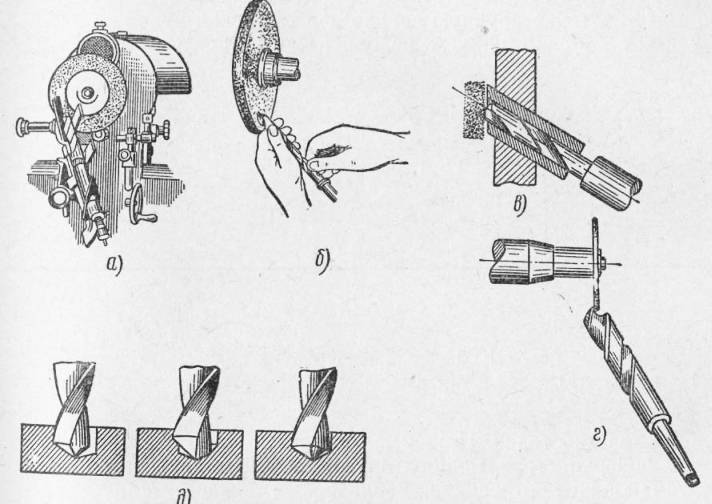
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности . Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Что надо знать перед заточкой сверла
Чтобы качественно заточить свёрла, важно организовать в помещении хорошее освещение. Человек должен обладать хорошим зрением
Если зрение низкое или сверло мелкое, понадобится лупа или очки с увеличением.
Нельзя чтобы металлическая пыль, образующаяся при заточке сверла, попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки.
Затачивание сверла состоит из нескольких этапов:
- подготовка точильного инструмента
- определение точного угла и способа заточки
- сама заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- доводка до гладкости
- уборка
При заточке необходимо следить, чтобы сверло не перегревалось. В противном случае повышается риск деформации. Поставьте рядом емкость с машинным маслом (или на крайний случай – с водой). После высверливания каждой точки опускайте сверло на 2–3 минуты в жидкость.
Чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать.
Свёрла бывают разного назначения и, поэтому, разной формы (плоские, спиралевидные, центровые, с одной или несколькими гранями). Поэтому основная задача при заточке сверла – придание правильной формы и угла режущей кромке.
Угол при вершине 118° ± 2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
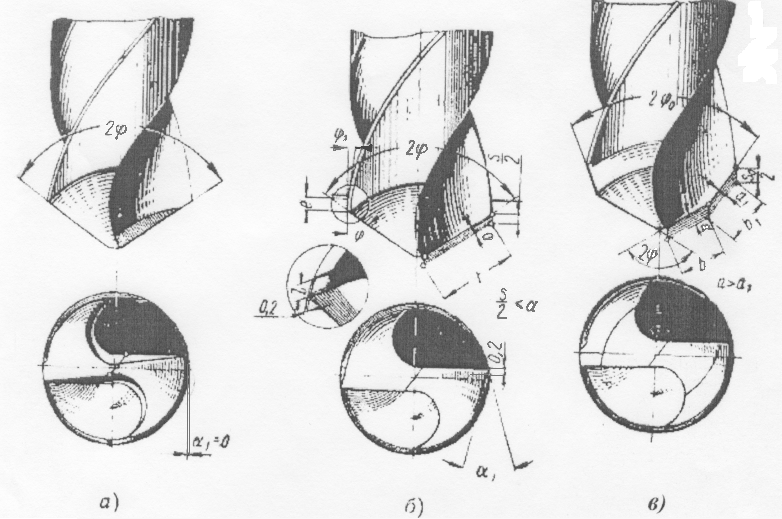
Ниже приведены два самых распространенных способа образования заднего угла при вершине сверла.
 |
| Два самых распространенных способа образования заднего угла при вершине сверла |
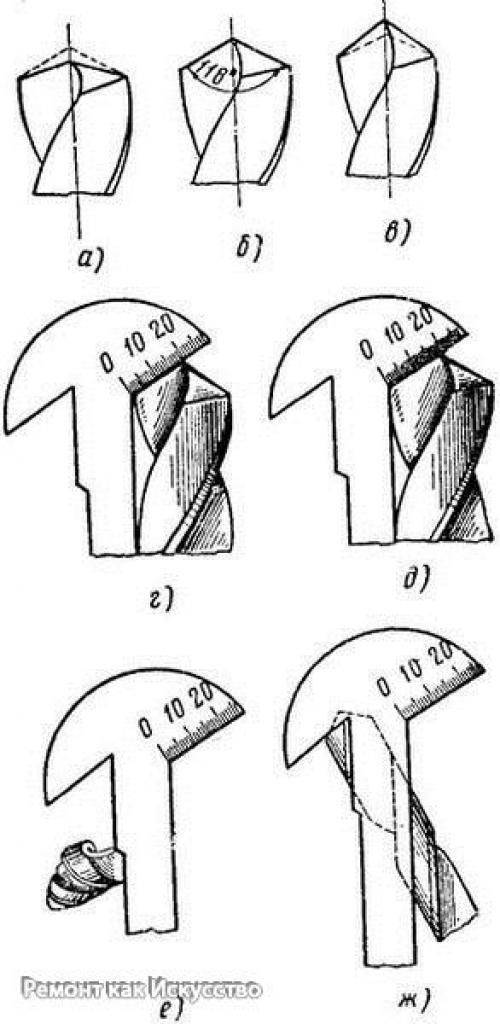
Правильно заточенное сверло имеет:
- Две режущие кромки острые и симметричны друг другу.
- Задние поверхности скошены и расположены ниже режущей кромки. Т.е. между деталью, которую нужно просверлить, и вершиной инструмента присутствует зазор.
- Перемычка не слишком толстая и находится в центре.
Самая частая ошибка при неправильной заточке: это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал.
 |
| Правильная и не правильная заточка сверла |
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки
- с увеличением передних углов на кромке перемычки
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба
- со стачиванием части перемычки
- со стачиванием части перемычки и подточкой режущих кромок
- с прорезкой перемычки
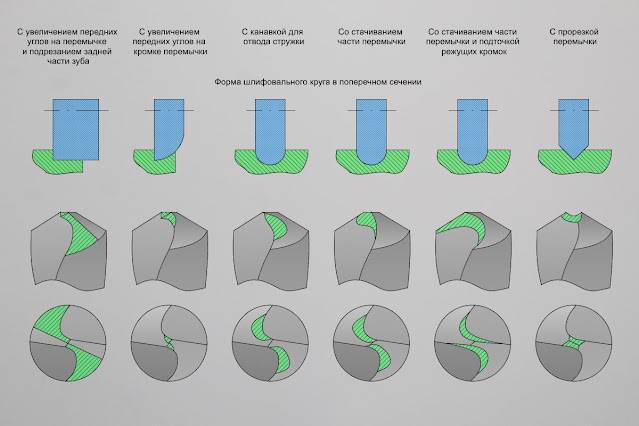 |
| Типы подточки поперечной кромки сверла |
Перемычку стачивают на глубину 0,1—0,15 диаметра сверла. В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
Практическое обучение
Если вы чувствуете, что у вас не получается правильно затачивать инструмент, то вам следует больше практиковаться. Сделать это можно посредством большого объема практики — возьмите несколько сверл, которые больше не используются вами, и старайтесь их правильно наточить. Методом проб и ошибок можно научиться выполнять процедуру идеально.
Заточка инструмента не является сложным процессом, хотя некоторые считают иначе. На многих интернет-ресурсах подробно расписаны и даже показаны шаги этого процесса. Здесь вы можете посмотреть видео, которое очень точно показывает, как именно нужно точить сверло.
Ролик показывает, как правильно провести заточку. Следуя указаниям мужчины, вы сможете выполнить работу качественно. Инструмент должен получиться таким же, каким он был приобретен. Только в случае грамотно выполненной процедуры вы сможете пользоваться им так же, как и раньше.
В случае совершения ошибки придется выбросить сверло. Но ошибается каждый, поэтому не стоит расстраиваться, если у вас не получилось заточить инструмент с первого раза. Каждый человек учится на своих ошибках. Главное — не бросать невыполненную работу из-за того, что у вас что-то не получается.
Для того чтобы научиться выполнять действие наиболее качественно, попробуйте максимально включиться в процесс, понять, как он устроен. Только грамотное обдумывание каждой детали сможет привести вас к успеху.

Виды
Конструкция его похожа со сверлом – есть спираль для удаления мусора из отверстия (есть модели, в которых сбор и вывод пыли происходит внутри) и хвостовик.
Спиральные углубления не являются режущими элементами, а служат только для удаления мелких частиц из отверстия при сверлении. Режет материал только кромка (их может быть одна или несколько, и иметь различную заточку), находящаяся на конце бура. Поскольку перфоратор это ударный инструмент режущую часть делают закругленной, а не острой как у сверл для дрели, это повышает прочность и срок службы оснастки, также из-за вибраций при работе с инструментом его не используют на хрупких материалах, потому что его легко будет расколотить от случайного движения и изделия уже будет не пригодно для строительных работ.
Стоит обратить особое внимание на форму рабочей части, так как она сильно влияет на производительность.
Если она прямая или с небольшой напайкой – это приведет к дополнительной нагрузке на оборудование, а сама насадка будет быстрее тупиться.
Хорошим вариантом для работ является сверло с центрирующим наконечником, при этом режущие грани устроены так, что при работе будут еще и самозатачиваться.
Стоит помнить о степени расслоения материала, который просверливается. Если выбирать форму головки с центрирующим шипом, то в кирпиче или бетоне данный показатель будет минимальный, то есть бур создаст отверстие, в котором крепеж будет прочнее находится.
Режущих кромок может быть от 2-х до 4-х. Помимо разновидностей рабочей поверхности, буры подразделяются по виду спиральной канавки для отвода отходов.
Нарезка желобов – это главный показатель того, насколько эффективно будет удаляться мусор при сверлении.
Обращаем внимание на угол наклона спиральных углублений на буре. Маленький – означает, что он рассчитан на продолжительную работу с небольшой интенсивностью, скорость сверления снижается, при этом износ оборудования минимален
Чем больше угол, тем выше производительность и больше нагрузка на перфоратор, он быстрее нагревается, а значит работать придется с перерывами, чтобы оборудование успело остыть. Также неоспоримым минусом является наименьшая прочность, по сравнению с первым.
Рассмотрим по типу шлакоотводящего канала:
Чем наточить сверло по металлу
В отличие от ножа или топора, простым оселком не обойтись. Для заточки потребуется абразивный круг, вращающийся со скоростью до 1500 оборотов в минуту. Самое удобное приспособление – точильный станок.






Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.

Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.

Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.

Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
ВАЖНО! При заточке рабочая кромка нагревается настолько сильно, что закалку металла может «отпустить». Наконечник потеряет твердость, и износ будет происходить быстрее.. Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды
При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок

так и насадка на электроинструмент.

В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.

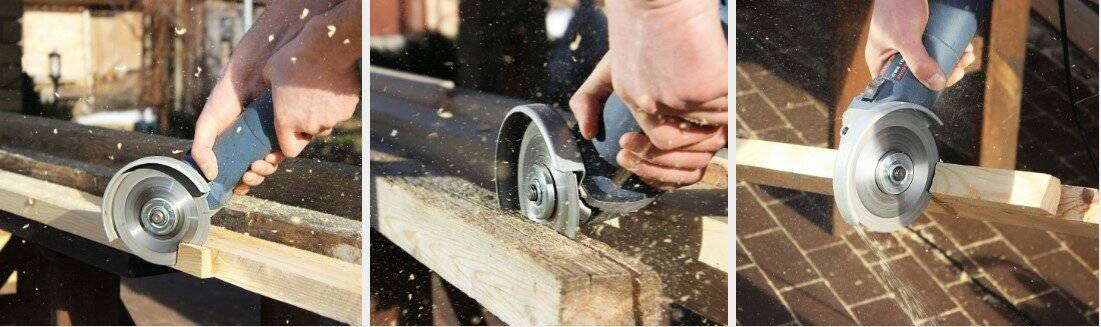
Как правильно сверлить
При наличии острого инструмента можно выполнить высверливание отверстия в заготовке металла толщиной не больше 4 мм. Для правильной работы рекомендуется следовать следующей последовательности действий:
- Место, в котором необходимо высверлить отверстие, отметить посредством использования керна.
- Во время сверления инструмент необходимо держать перпендикулярно по отношению рабочей поверхности металлической заготовки.
- Болгарка (шуруповерт) должны работать на небольших оборотах. Их величина зависит от диаметра: с увеличением диаметра, уменьшается скорость вращения инструмента.
- В результате сверления повышается рабочая температура рабочей поверхности. Для ее понижения рекомендуется применять тонкий слой масла для смазки инструмента.
Нарушение процедуры работы может привести к его быстрому затуплению.
Важно не только придерживаться рекомендаций эксплуатации инструмента, но и его правильный выбор. Качество сверла во многом зависит от цвета металла, из которого оно изготовлено
Например:
- Стальной с оттенком серого. Свидетельствует о то, что готовый инструмент не повергался термообработке. Такой буравчик прослужит недолго.
- Черный. После изготовления сверло подвергалось обработкой посредством применения горячего пара. Благодаря этому увеличивается и прочность металла.
- Золотистый. Такой цвет буравчика означает, что металл избавлен от напряжения. Это увеличивает его качество и прочность.
- Ярко-золотистый. Такой цвет говорит о высоком показателе износостойкости. При создании такого инструмента используется металл, содержащий в себе примеси нитрид титана. Они отличаются высокой стоимостью и длительным сроком эксплуатации.
При правильном использовании и выборе ступенчатого буравчика, инструмент прослужит верно и долго.
Заточка дрелью
Если даже обыкновенного точильного станка нет, можно воспользоваться другим оборудованием. Можно даже сделать стационарную установку, на которой будет производиться качественная заточка свёрл по металлу, приспособления своими руками обычно делают из дрели или шуруповёрта.
На вал электроинструмента просто нужно установить заточной круг. Далее есть 2 способа заточки:
- зафиксировать прибор в тисках и подносить сверло вручную;
- зажать оснастку в тисках, и к ней вручную подносить дрель.
Мастера предпочитают второй способ, поскольку он удобнее и безопаснее.
В данном случае нужно соблюсти такие правила:
- сверло фиксируется в тисках вертикально;
- кругом на дрели следует одиночными движениями снимать заднюю кромку до исчезновения следов износа;
- в конце оснастка затачивается под нужным углом, как правило, 120°.
Более простое решение – купить специальную насадку для дрели. Это небольшое приспособление с заточным кругом и пазом для подачи сверла. Наличие специального паза позволяет идеально выдерживать угол заточки.
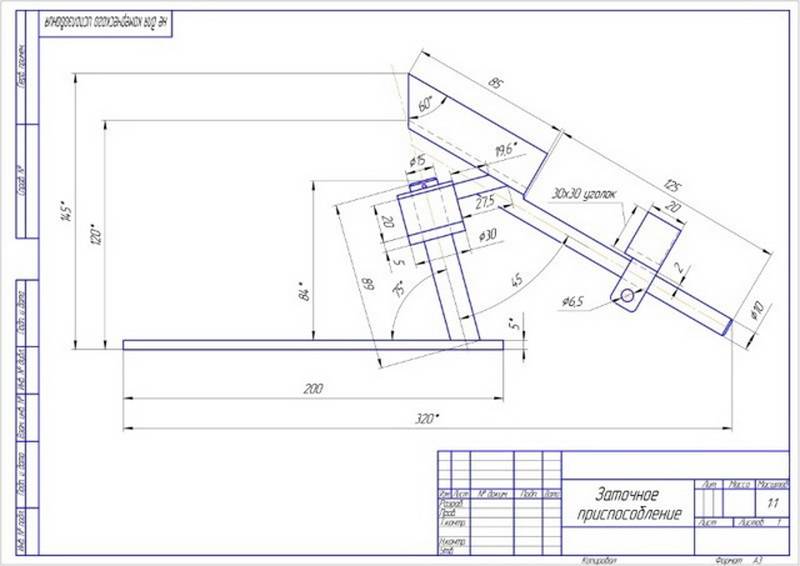
Обычно такие приспособления имеют несколько пазов с разными углами. Можно сделать подобное устройство из подручных средств, используя готовые чертежи приспособления для заточки свёрл своими руками с подходящими углами и размерами под индивидуальные потребности.
Есть достаточно много вариаций приборов и чертежей для их изготовления. Делать само устройство можно из пластмассы или дерева.
АНАТОМИЯ СВЕРЛА
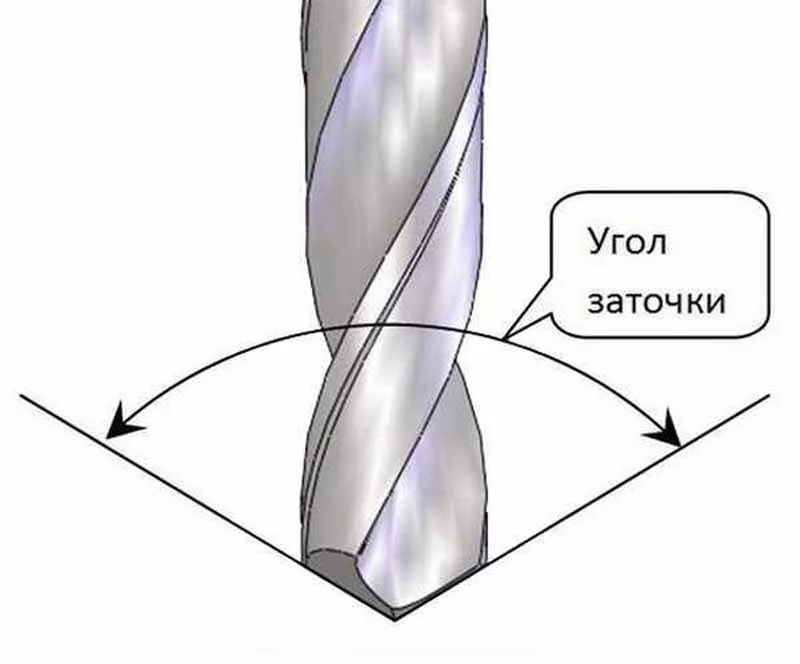
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
Важные правила
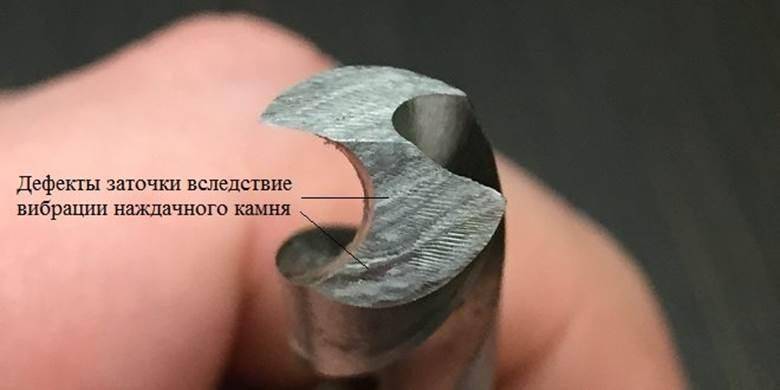
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.




Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.

Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.