Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.

Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Как выбрать абразивный круг
Чтобы выбрать абразивный круг, обратите внимание на его маркировку. Первостепенное значение имеет сфера применения изделий
Бывают насадки для промышленных установок и ручных инструментов. Для работы в бытовых условиях вам потребуется второй вариант. Остальные моменты, связанные с выбором, рассмотрим отдельно.
Зернистость абразива
Размер частиц на полотне варьируется в диапазоне 12–4000 мкм. Обозначается на круге в виде особой маркировки. Общепринятая система шифрования — FEPA. Показатель зернистости в таблице обозначен индексом F. Чем меньше числовое значение, тем больше частицы по размеру.
Есть три основных размера зернистости:
Крупные частицы абразива позволяют с максимальной быстротой нарезать металл, бетон и другие твердые элементы. Однако для тщательного вырезания кромок и пазов необходима мелкозернистая насадка.
Диаметр круга
Диаметр круга должен совпадать с размером режущего инструмента. В продаже есть изделия диаметром 80–500 мм. Бытовые машинки выпускаются под круги диаметрами 115, 125, 150, 180 и 230 мм. Чем больше размер изделия, тем проще распилить толстую деталь из металла.
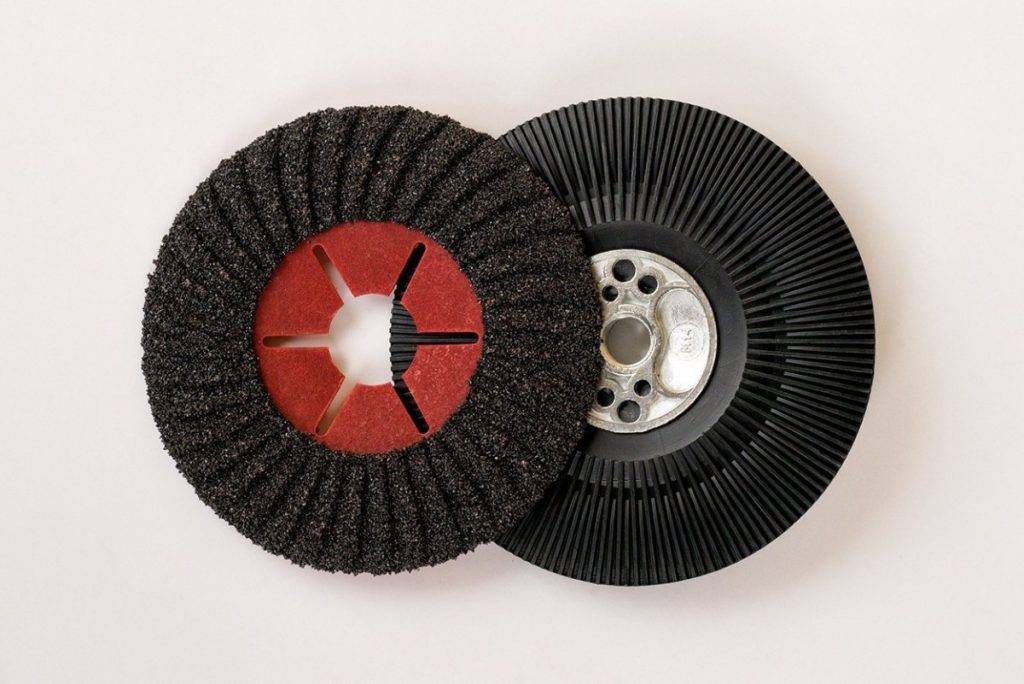
Фотография № 3: Абразивные диски разных диаметров
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
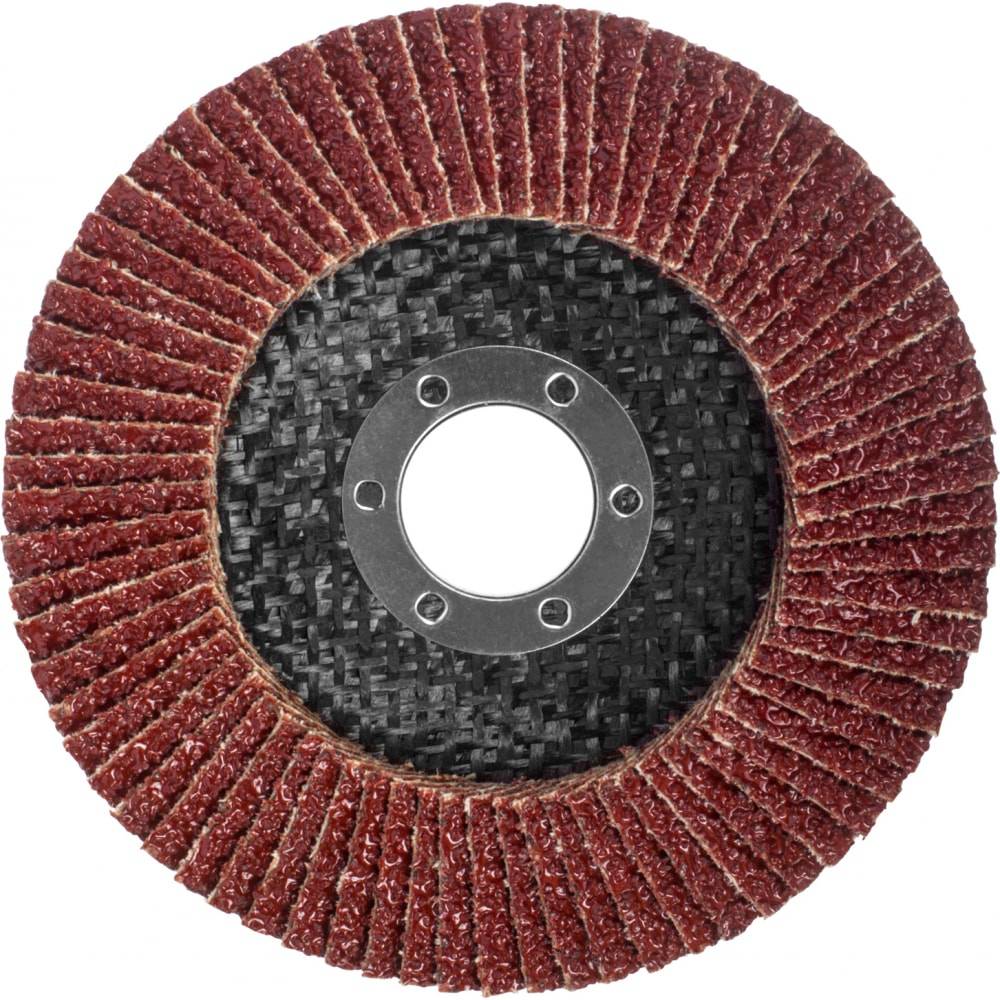
Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Лучшие абразивные круги — те, которые подходят под обрабатываемый материал. Информация об этом будет дана рисунками на поверхности в виде камня, бетона, керамики, металла и т. п. Есть также универсальные изделия, которые подходят для работы с разными покрытиями.
Скорость вращения
Обратите внимание на расчетную скорость вращения насадки. Она должна быть чуть выше той, на которой работает шлифовальная машина
Об этом параметре говорит цвет полоски на изделии:
- зеленая — 100 м/с;
- красная — 80 м/с;
- желтая — 63 м/с.
Плотность круга
На выбор абразивного круга влияет его структура (плотность). Этот параметр показывает, на каком расстоянии друг от друга находятся зерна. Конкретный вид засыпки выбирают по плотности обрабатываемого материала. Всего есть три варианта структуры:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — для цветных металлов, ЛКМ, пластика;
- открытая — для обработки древесины.
Приведем конкретные примеры. Круг PS18EK с насыпкой открытого типа подходит для обработки древесины, снятия ржавчины, краски, шпатлевки. Насадка PS22K полуоткрытого типа предназначена для шлифовки металла и твердой древесины. Изделие PS21FK с плотной засыпкой подходит для обработки нержавеющей стали.
Маркировка абразивных кругов
Полная маркировка, которую наносят на абразивные круги, содержит следующую информацию:
- тип круга;
- габаритные размеры (высота и диаметр);
- абразивный материал;
- класс зернистости;
- уровень твердости;
- структура материала;
- вид связующего элемента;
- скорость вращения;
- класс точности.
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
Изображение № 2: Маркировка на абразивном диске
Маркировка кругов наносится по разным редакциям ГОСТов, поэтому в шифрах есть отличия по твердости, плотности и другим параметрам. Для понимания маркеров просмотрите таблицу, размещенную ниже.
Изображение № 3: Таблица с маркировками зернистости (ГОСТ, FEPA)
Далее приведем варианты расшифровки для двух кругов.
Фотография № 5: Расшифровка диска 1
- Абразивный материал: 25А — белый электрокорунд.
- Зернистость: 60, то есть 800–630 мкм.
- Твердость: К — средняя.
- Структура: 6 — средняя.
- Связующий элемент: V — керамика.
- Класс неуравновешенности: 2.
Читать также: Как подключить проводку к выключателю двойному
Фотография № 6: Расшифровка диска 2
- Абразивный материал: 14А — нормальный электрокорунд.
- Зернистость: 36–30, то есть 525–625 мкм.
- Твердость: Q-U — средняя/твердая.
- Связующий элемент: BF — бакелит с уплотнителем.
- Класс неуравновешенности: 1.
Обработка поверхностей из древесины посредством УШМ
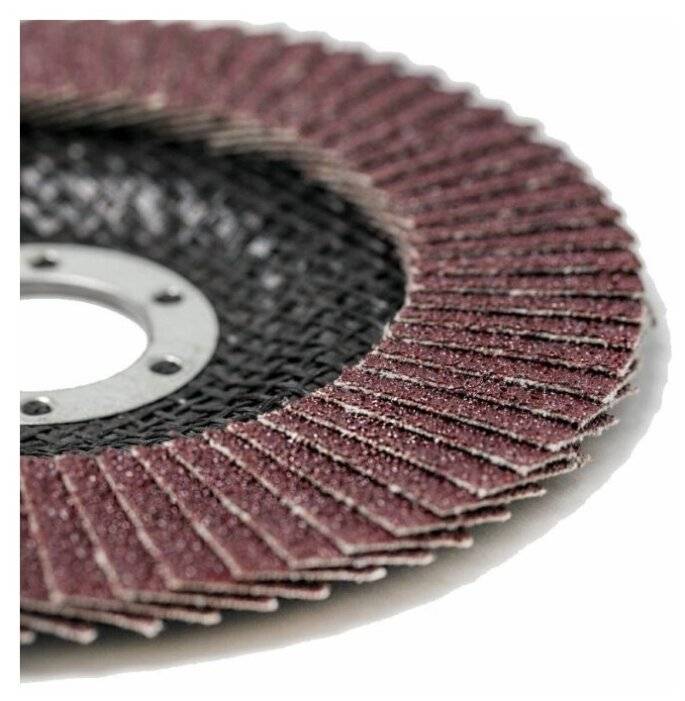
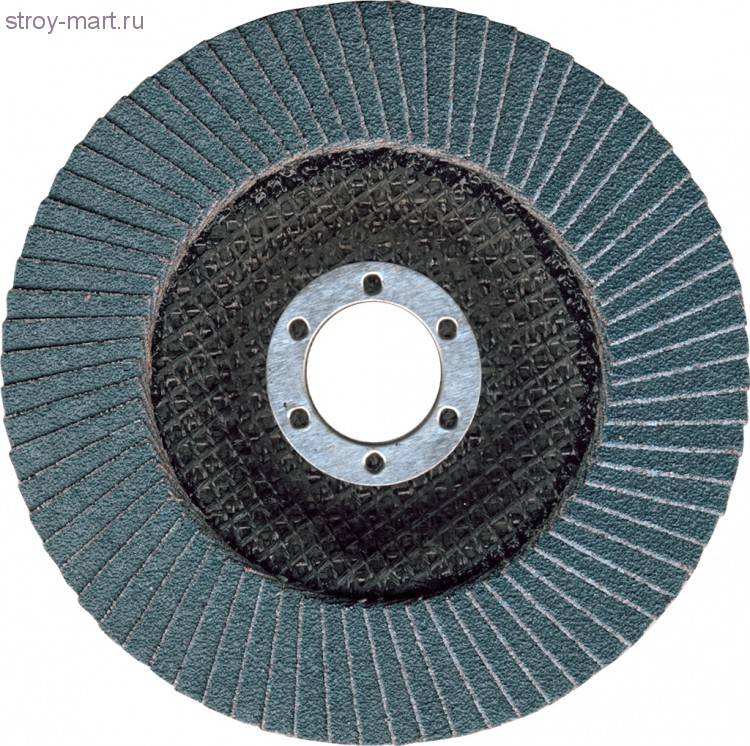
При потребности в обработке большого количества поверхностей из древесины, к примеру, подготовка пола к покраске либо реконструкция лицевой части дома из древесины, идеальнее всего подойдет такое приспособление, как угловая шлифмашинка. В подобных ситуациях практикуют диск с лепестковой структурой для угловой шлифмашинки по дереву, выполненный из лепестков с напылением абразива, зафиксированными на твердой основе, выстланные внахлестку, закрывая предшествующий на 3/4 длины.

Круги разнятся по размерам абразива, который указывается на продукции. Классифицируются диски и по предназначению. Для удаления шершавости практикуются диски с малым зерном, для устранения средних шероховатостей и старой окраски понадобится диск с крупным размером зерна. Размер кругов – от 115 до 180 миллиметров, включая 125-миллиметровый.

Диски в зависимости от габаритов абразива способны оперативно убрать неравномерный пласт, плоскость при этом делается шершавой. Также можно убрать полностью все неравномерности при маленьком пласте удаляемого материала. Верным считается поочередное задействование кругов с большой и маленькой зернистостью. Твердость диска дает возможность прилагать большее усилие при очистке для усиления результативности.

При шлифовке предметов из древесины, нестандартной конструкции используются круги, в которых наждачные полоски располагаются по радиусу. Но использование подобного инструментария предполагает наличие определенных умений. Изначально нужно выработать силу прижима и градус наклона приспособления.











Материал изготовления заточных шлифовальных кругов
 Заточные и шлифовальные круги
Заточные и шлифовальные круги
Степень обработки шлифовального круга во многом зависит от его структуры. Учитывая различные типы операций, производители предлагают несколько типов для дрели, отличающихся маркировкой, материалом изготовления и типом обработки — торцевой или плоскостной.
Главным требованием к материалу изготовления являются абразивные свойства. Одновременно с этим они должны иметь достаточную механическую прочность, не разрушаться под воздействием агрессивных сред
Последнее качество особо важно при использовании охлаждающих жидкостей. Это не свойственно для лепестковых моделей. Структуру и состав материала изготовления можно определить по маркировке и обозначению
Там же указана область применения шлифовального круга:
Структуру и состав материала изготовления можно определить по маркировке и обозначению. Там же указана область применения шлифовального круга:
- электрокорунд. Разделяются на белые (22А, 23А, 24А, 25А), нормальные (12А, 13А, 14А, 15А, 16А), хромистые (32А, 33А, 34А), титановые (37А) и циркониевые (38А). Чем больше число — тем выше качество изготовления;
- карбид кремния. Изготавливается зеленого (62С, 63С, 64С) и черного (52С, 53С, 54С, 55С) цветов. Первый имеет более хрупкую структуру. Используются в качестве заточных;
- алмаз. Основная область применения — заточка и шлифование твердосплавного инструмента. С помощью алмазных кругов можно выполнять доводку других типов шлифовальных поверхностей;
- эльбор. По свойствам близок к алмазу, но отличается большей термостойкостью. Для бытовых нужд в качестве точила практически не применяется, так как имеет высокую стоимость.
 Электрокорунд
Электрокорунд
 Карбид кремния
Карбид кремния
 Алмаз
Алмаз
 Эльбор
Эльбор
Следующим свойством торцевых кругов для дрели является их зернистость. Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц.
Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.
Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
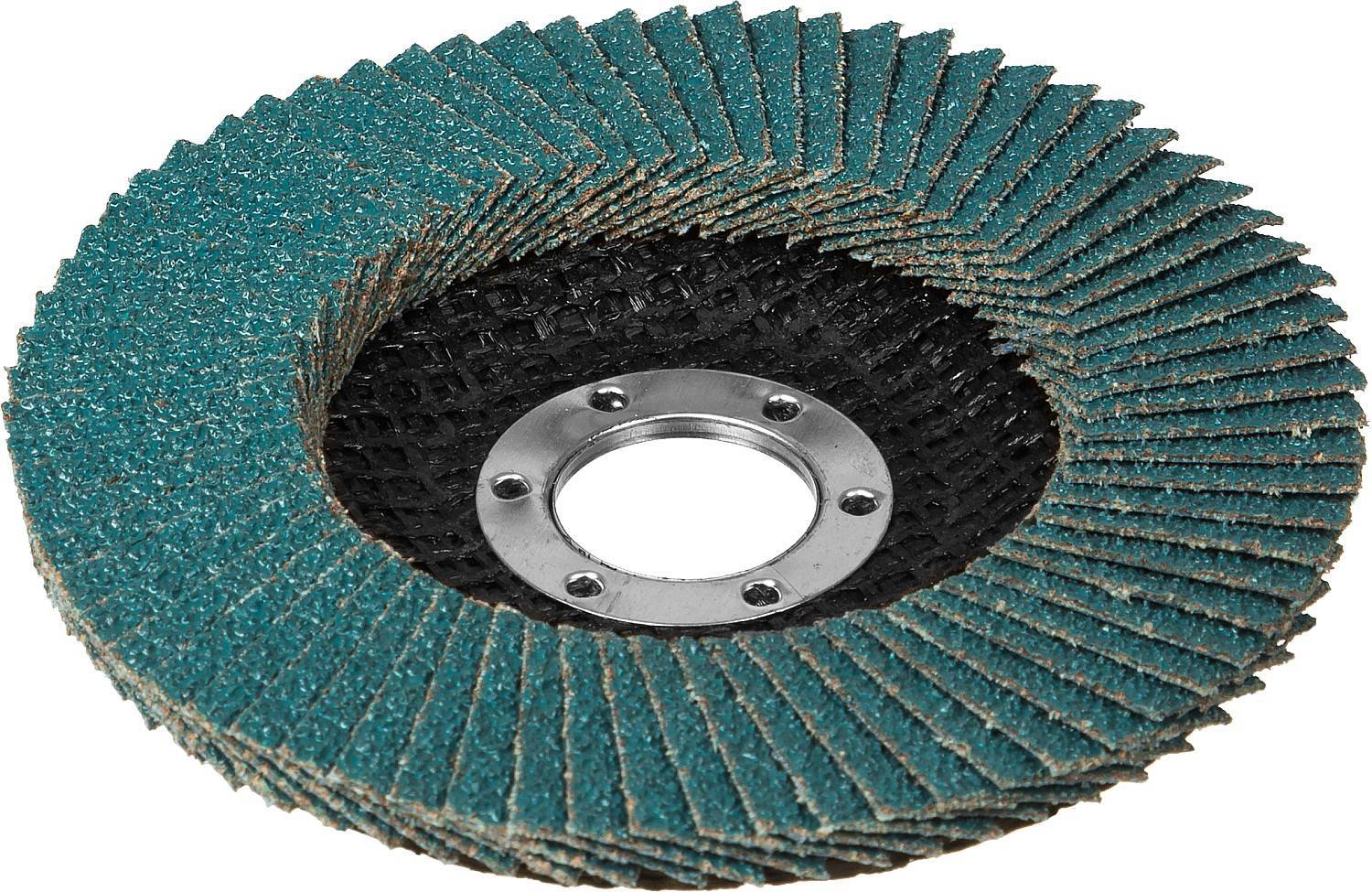
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.
Разновидности кругов

Внутри класса лепестковых кругов тоже существуют различия между конструкционными исполнениями. Наиболее распространенный тип изделия – КЛТ 1. Это простейшие круги с веерными сегментами, предназначенные для обработки кромок, сварочных швов и плоского шлифования. Модели КЛТ 2 используются в случаях, когда торцевая обработка деталей выполняется в труднодоступных местах. К особенностям устройства этого элемента можно отнести изогнутость сегментов. Если нужно повысить производительность обработки, то применяют оснастку КЛТ 3. Увеличение площади контакта – главное эксплуатационное качество, которым отличается этот шлифовальный круг. Лепестковый торцевой элемент данного типа имеет сдвоенные сегменты на поверхности. Также некоторые разработчики выпускают модели кругов с гибкой структурой, позволяющей точнее подстраиваться под структуру обрабатываемой поверхности.
Применение лепестковых кругов КЛ
Круги лепестковые шлифовальные (КЛ) используются на стационарных станках и на ручном шлифовальном инструменте.
Круги лепестковые КЛ предназначены для шлифования металлических и неметаллических деталей, для зачистки криволинейных поверхностей от окалины, ржавчины, для шлифования и полирования изделий из металлов, древесины, пластмассы и других материалов с использованием стационарных и ручных шлифовальных машин.
Основное преимущество лепестковых кругов перед шлифовальными кругами фиксированной геометрической формы является гибкость, эластичность и способность обработки не только плоской, но и выпуклой, вогнутой (цилиндры, конуса) и даже шлицевой поверхности.
В качестве примеров промышленного применения можно привести следующие типовые операции:
— Обработка на специальных автоматах ножево-вилочных изделий — Шлифование и полирование наружных и внутренних поверхностей посуды из нержавеющих сталей и алюминия на специальных машинах для получения матовых или блестящих поверхностей.- «Продольное» наружное шлифование цилиндрических и конических поверхностей заготовок, длина которых превосходит высоту круга (валов, штоков, гильз и т.п.) и «врезное» наружное шлифование цилиндрических, конических, ступенчатых и профильных поверхностей (шеек коленчатых валов, фланцев, осей, цапф, шаровых пальцев и т.д.), с использованием круглошлифовальных станков — Полирование цилиндрических, конических и профильных поверхностей в условиях массового и крупносерийного производства, с использованием бесцентрово-шлифовальных станков
Диски для фрезерования и порезки дерева
Порезка и фрезерные работы по дереву посредством угловой шлифовальной машины являются достаточно опасными видами операций, так как данный инструмент не предназначен для этих целей. Но в некоторых случаях болгарка все же применяется для отрезных и фрезерных работ по дереву.
Причиной такой опасности являются повышенные обороты. По сравнению с циркуляркой, УШМ обладает высокими оборотами, на которые не рассчитан ни один циркулярный диск. При этом отрезные круги для болгарки, которые можно использовать, должны быть определенной марки. Наиболее подходящим по размеру является диск диаметром 125 мм.

Для распила дерева популярностью пользуются специальные цепные диски, которые позволяют выполнить фрезеровку, моделирование, очистить древесную кору и создать чашки в бревнах для срубов. При выборе подобных отрезных дисков следует учитывать не только диаметр инструмента и глубину распила, но и форму, частоту, количество зубьев.
- Если планируется применять пильные диски по дереву для болгарки 125 мм не столь регулярно, и при этом нет четкого представления с какой древесиной предстоит работать, то оптимальнее всего выбирать изделия, имеющие переменно скошенные зубья.
- Распил хвои или каких-либо других видов дерева мягкой породы осуществляется фрезами, на которых предусмотрены прямые зубья.
- Максимально широким спектром применения обладает трапециевидный зуб. Диском с диаметром 125х22 можно резать древесностружечные массивы, имеющие среднюю плотность. В том числе можно применять для биламинированных древесностружечных материалов, плит USB и древесноволокнистых листов небольшой плотности.
Следует учитывать, что работа углошлифовальной машины происходит с высокими оборотами, в связи с этим может наблюдаться сильный перегрев дисков. А применять водяное охлаждение в такой ситуации не представляется возможным. Поэтому чтобы исключить перегрев и деформацию режущего инструмента, стоит отдать предпочтение дискам со скругленными прорезями, ширина которых около 2 мм, глубина — 20 мм. Их полость может быть пустой или заполнена медным сплавом. Благодаря такой конструкции компенсируется процесс расширения металлического круга и предотвращается его деформация.
Специалистами также даются рекомендации по соблюдению техники безопасности при фрезеровке дерева болгаркой. Такие меры подразумевают под собой:
- обязательное использование рабочих перчаток для защиты рук и очков для глаз;
- применение дисков с мелкими зубьями;
- жесткую фиксацию режущего оборудования;
- проверку обрабатываемого материала на наличие сторонних предметов (гвозди, саморезы и прочее).
Фрезеровка древесины болгаркой не позволяет обеспечить высокую точность обработки. При фрезеровании деревянного бруса необходимо применять толстые виды фрез, которые отличаются свое дороговизной. Самодельные диски для подобных работ категорически запрещены.
Правила эксплуатации державок ДО:
1. Державку необходимо закрепить в жестком и удобном приспособлении: провертывание и качка державки не допускается.







2. Перед установкой державки в приспособление необходимо проверить положение прявящего узла в подшипниках. При правильном положении правящий инструмент должен вращаться плавно, без рывков и заметной осевой качки.
3. Державку следует устанавливать так, чтобы ось правящего инструмента была строго параллельна оси шлифовального круга.
Для предохранения одной из кромок шлифовального круга от выкрашивания правящий диск следует поворачивать под углом к оси шлифовального круга 5-15 градусов.
4. Державка с правящим инструментом может быть установлена ниже оси центров шлифовального станка, но при этом ось корпуса державки должна проходить через центр круга.
5. При применении державки на круглошлифовальном, внутришлифовальном и плоскошлифовальном станках она должна устанавливаться так, чтобы направление вращения правящего инструмента совпало с направлением стрелки на корпусе. В этом случае гайка, закрепляющая правящий инструмент, должна находиться на стороне корпуса, противоположной той, где имеется стрелка.
6. При каждой смене правящих дисков необходимо разобрать державку и промыть детали в керосине, проверить их годность, заменить смазку подшипников и снова собрать державку.
Лепестковые радиальные круги для ручных шлифмашин и станков
Программа лепестковых кругов Klingspor предлагает типоразмеры и модели для шлифовальных станков и ручных шлифовальных машинок. Важным моментом является рекомендованная скорость вращения для радиальных лепестковых кругов диаметром 100, 140, 165, 200, 250, 300, 350, 380, 410, 480, 510мм
Обратите внимание на способ крепления лепестковых насадных кругов посредством двух зажимных крышек SMD 612 соответствующего диаметра, посадочное отверстие которых может быть увеличено до нужной величины
Лепестковые шлифовальные круги с ламелями из шлифовальной шкурки
Лепестковый круг SM 611 с прямыми лепестками из шлифовальной шкурки для обработки поверхности металла, древесины. Лепестковые круги с профилированными лепестками поставляются под заказ.
Лепестковый круг SM 611H с прямыми лепестками из шлифовальной шкурки. Особенность этой модели — деревянная втулка. Лепестковые круги с профилированными лепестками — под заказ.
Лепестковый круг MM 650 с очень эластичными лепестками из шлифовальной шкурки, рассеченной продольной прорезью для обработки контурных поверхностей на ручных и стационарных шлифовальных машинах.
Лепестковая головка MM 630 с крепежным стержнем, с очень эластичными лепестками из шлифовальной шкурки с продольной прорезью для обработки контурных поверхностей на ручных шлифовальных машинах.
Зажимная крышка для крепления лепестковых кругов SM611, MM650, NFC600 и NCW600.
Круг на шпиндель болгарки с ламелями из абразивной ткани
Насадной лепестковый шлифовальный круг WSM 617 для болгарки для удаления заусенцев, ржавчины, красок, лаков и других покрытий без эффекта обратного заусенца.
Складчатый лепестковый шлифовальный круг FSR 618 для обработки канавок, выемок и пазов.
Лепестки из нетканого абразивного волокна и шлифшкурки
Лепестковый шлифовальный круг из нетканого абразивного волокна и шлифшкурки NCW600 создает эффект деликатного рисунка обрабатываемых металлов.
Лепестки из нетканого абразивного волокна
Лепестковый шлифовальный круг из нетканого абразивного волокна NFW600 для матовой отделки, сатинирования и финишного шлифования поверхностей металлов.
Радиально лепестковые шлифовальные круги Klingspor
- Различаем два типа лепестковых шлифовальных кругов — твердые и мягкие.
- Такие параметры лепестковых шлифовальных кругов получаются путем использования тарелок разных диаметров, длиной лепестков (ламелей) и пакетов.
Доставка товар в Москве, Санкт-Петербурге, Екатеринбурге осуществляется до склада транспортной компании. Для заказа необходимых типов направьте заявку в количестве кратном упаковке в офис Абразивкомплект удобным для вас способом.
Лепестковые круги Klingspor имеют высокую стойкость, производительность и безопасность. Для шлифования поверхности применяются лепестковые круги с жесткими ламелями, для объемного шлифования применяются лепестковые круги с рассеченными ламелями. Для установки лепестковых кругов на станок или прямую шлифмашину необходимо использовать зажимные шайбы, отверстие которых растачивается под нужный размер.
Применение лепестковых шлифовальных кругов
Для того чтобы установить круг лепестковый шлифовальный Klingspor из шлифовальной шкурки или нетканого абразивного волокна на станок необходимо использовать специальные зажимные шайбы. Лепестковый круг SM611 нельзя просто насадить на вал, т.к. это может привести к преждевременному разрушению лепесткового шлифовального круга.
Для профильного шлифования деревянных изделий предлагаются лепестковые круги для профильного шлифования с рассеченными по всей длине ламелями. Для профильного шлифования изделий из металла и нержавеющей стали лучше использовать лепестковые круги с ламелями рассеченными в разбежку. Такого типа лепестковые шлифкруги обеспечивают необходимую эластичность, производительность и жесткость.
Правка шлифовальных кругов по ГОСТу

могут возникать нарушения
Выполнение правки может происходить различными способами. При проведении процедуры может использоваться как алмазный, так и безалмазный инструмент. Согласно ГОСТ, в условиях промышленных предприятиях она производится свободным абразивом или с использованием технологии накатывания. Если мастер решил выполнить правку прессованного круга в домашних условиях, то в этом случае можно прибегнуть к использованию более сложного приспособления для правки круга. С его помощью можно выполнить перепрофилирование, произвести очистку круга от засаливания.
Достоинства лепестковых тарельчатых кругов
Достоинством тарельчатых лепестковых кругов SMT фирмы Klingspor является низкий уровень шума, а также равномерное качество шлифования в течение всего периода использования круга. Короткое время замены инструмента, сокращение уровня шума, а также возможность холодного шлифования обеспечивают оптимальный комфорт работы. Лепестковые тарельчатые круги подходят прежде всего для чернового и меж операционного шлифования. Применяются во всех видах угловых шлифмашин без опорного диска.
Примеры применения: обработка швов, зачистка кромки, удаление заусенцев, ржавчины и очистка литья. Достаточно часто потребители называют их круги лепестковые торцевые, сокращенно — КЛТ.
Различные формы конструкции тарельчатого круга
Фирма Клингспор производит лепестковые торцевые круги в двух формах: прямую и выпуклую. При сравнении этих форм в работе выяснилось, что рабочая поверхность лепестков имеет различную ширину. Испытание на лакированной жести показывает, что прямой круг лепестковый торцевой вызывает образование следа шлифования шире, чем выпуклая версия. Поэтому сила шлифования и агрессивность в прямой версии лепесткового тарельчатого круга меньше. Поэтому, прямые круги подходят особенно для шлифования торцевых поверхностей. Выпуклый лепестковый тарельчатый круг, в связи с меньшей задней поверхностью при такой самой силе нажима, достигает точечно высшую силу шлифования, что является достоинством в обработке швов и кромок.
Достоинства клт в сравнении с обдирочными кругами
Лепестковые торцевые круги в сравнении с обдирочными кругами характеризуются несколькими решающими достоинствами:
- равномерное качество шлифованной поверхности, так как шлифование выполняется центрированными лепестками (ламелями) из абразивных изделий с насыпкой;
- низкий уровень шума и спокойная работа, так как шлифование лепестковым тарельчатым кругам более мягкое благодаря пружинящим лепесткам (ламелям);
- холодное шлифование нержавеющей стали, так как благодаря радиальному размещению лепестков (ламелей) возникает вибрация воздуха, охлаждающая место шлифования, а лепестковый торцевой круга со связкой Multi понижает температуру еще примерно на. 25%;
- постоянная скорость шлифования, так как диаметр лепесткового тарельчатого круга фактически не уменьшается в противоположность диаметру обдирочного круга.
Перед покупкой подходящего шлифовального инструмента определитесь с предстоящими задачами и выбирайте лучшее решение из каталога Клингспор.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.





Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Диаметр и форма
В настоящее время потребителям предлагаются такие диаметры КЛТ, предназначенные для угловых шлифмашин:
- 115 мм (самый маленький размер, подходят на болгарку, удобны для работы в ограниченном пространстве);
- 125 мм (самый востребованный размер, обладает высокой мощностью и компактными размерами);
- 150 мм ( не пользуется популярностью из-за малого количества подходящих по размеру УШМ);
- 180 мм (максимальный размер, высокая мощность и производительность).
Лепестковые диски для дрелей могут иметь диаметр 60 и 80 мм. При обработке дерева на станках используются модели кругов с большим диаметром (от 150 до 300 мм).
Торцевые шлифовальные круги выпускаются в конусной и плоской формах. Плоская форма дает больше точек соприкосновения с обрабатываемой поверхностью, поэтому подходит для плоских деталей и работы со швами на прямолинейных поверхностях. Универсальная конусная форма позволяет успешно зачищать крупные швы от сварки, часто такие круги используются при производстве различных емкостей. Конусный КЛТ по конструкции имеет угол наклона в пределах 10-15 градусов, поэтому дает возможность обработать изогнутые и криволинейные поверхности без дополнительных усилий.
Как рассчитать потребность в абразивных кругах
Осталось понять, как рассчитать потребность в абразивных кругах при обработке отдельных материалов для определения объема закупок. Абсолютного критерия расчетов не существует, так как расход зависит от ряда параметров, включая качество, плотность и твердость кругов, а также их соответствие выбранному материалу.
В расчетах помогут данные следующей таблицы.
Изображение № 4: Таблица расчета износа дисков
В упрощенной форме определить расход можно на практике. Для этого следует:
- обработать определенный объем поверхности;
- разделить метраж на число израсходованных насадок.
В бытовых условиях этого вычисления достаточно. Если же речь идет о контроле затрат на производстве, данные протоколируют и составляют документ по норме расхода абразивов, который подписывает директор предприятия.
В большинстве случаев для придания конечной продукции гладкой поверхности металлические заготовки подвергают обработке при помощи специальных шлифовальных кругов. Благодаря полированию удаётся достичь внешней привлекательности элемента, а также снабжения его необходимыми в конкретной ситуации техническими характеристиками.
Обзор
Для «выравнивающей» и «зачистной» правки абразивных кругов бытового точила — я придумал и сделал следующий инструмент:
На фото выше изображены (сверху-вниз, слева-направо):
- белая круглая «Коробочка от фотоплёнки» — для хранения алмазного карандаша, его паспорта и других мелких запчастей. (Примечание: некоторые алмазные карандаши продаются, каждый, в маленьком пластиковом футляре, т.к. это дорогой инструмент… Но мой карандаш шёл без футляра — и я приспособил, взамен, такую коробочку.)
- чёрная маленькая «Эльборовая вставка»: б/у «головка» резца, куплена на рынке за 15грн., державки ещё не имеет — поэтому не используется (присутствует на фото, как пример альтернативы «алмазному карандашу»).
- по (который используется для хранения всех вещей), лежит «Правящий инструмент в сборе»: Держатель, с закреплённым в нём алмазным карандашом (основной предмет данной статьи).
- наконец, в самом низу, представлен «Паспорт на алмазное изделие» — которым обязательно сопровождается каждый экземпляр продаваемого карандаша, и в котором описаны его основные характеристики (по ГОСТ 607-80): «Название», «Тип», «Исполнение», качество использованных алмазов, дата изготовления, производитель и др.