ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности. Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы
Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2021 обеспечивает изгиб от 0,5 до 2 см
Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается.
Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.
Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
- работа со сталью толщиной 0,06 см;
- работа с медью толщиной 0,08 см;
- работа с алюминием толщиной 0,08 см;
- работа с цинком и титаном толщиной 0,08 см;
- высота гиба 10 см;
- общая масса устройства 1,3 кг.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Чертеж листогиба: знакомство и улучшение
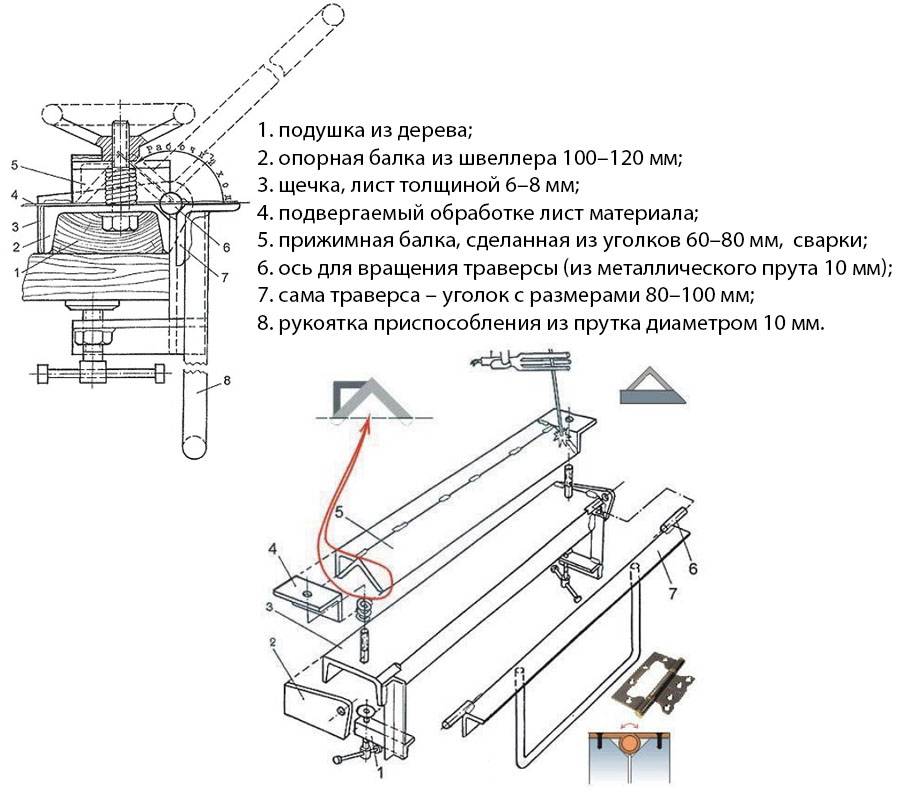
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!








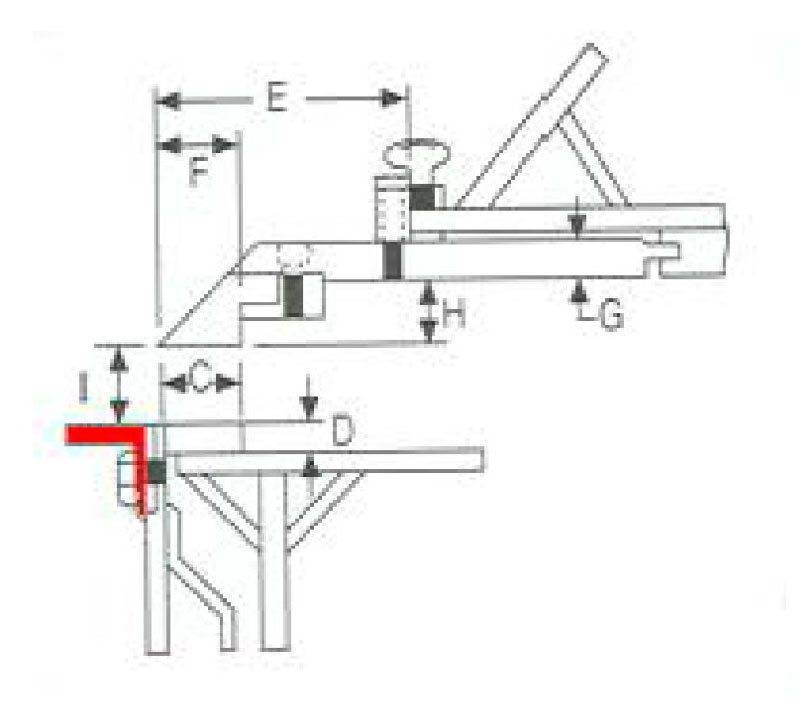
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
https://youtube.com/watch?v=AEhdbRD-ciE
Рекомендации по выбору листогиба
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной станок для производства профнастила пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.

Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.
Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.

Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Где купить электрический станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Чертежи создания листогибочных станков
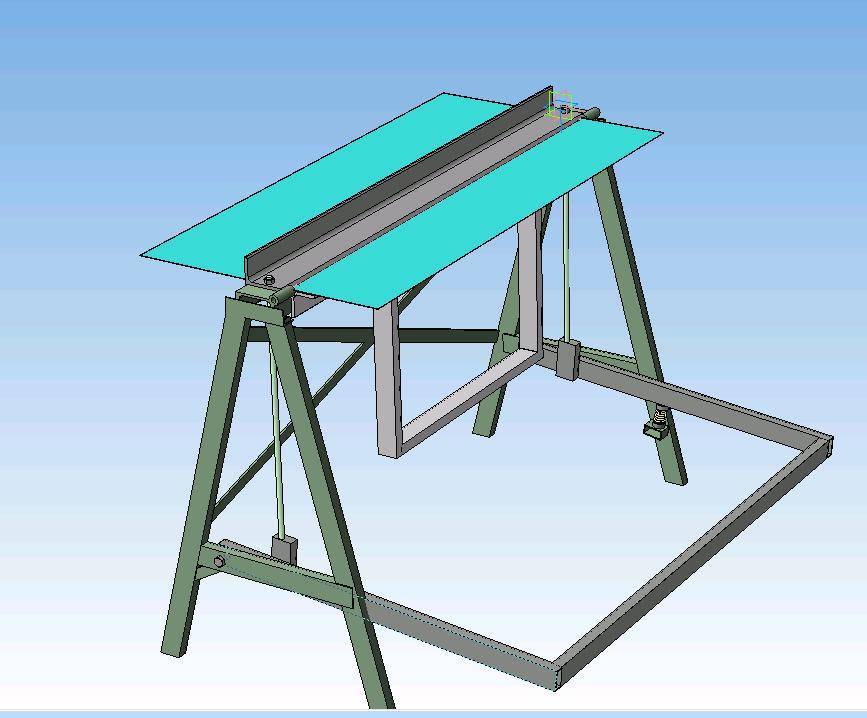
Инструмент с поворотной рамой для гибки заготовок
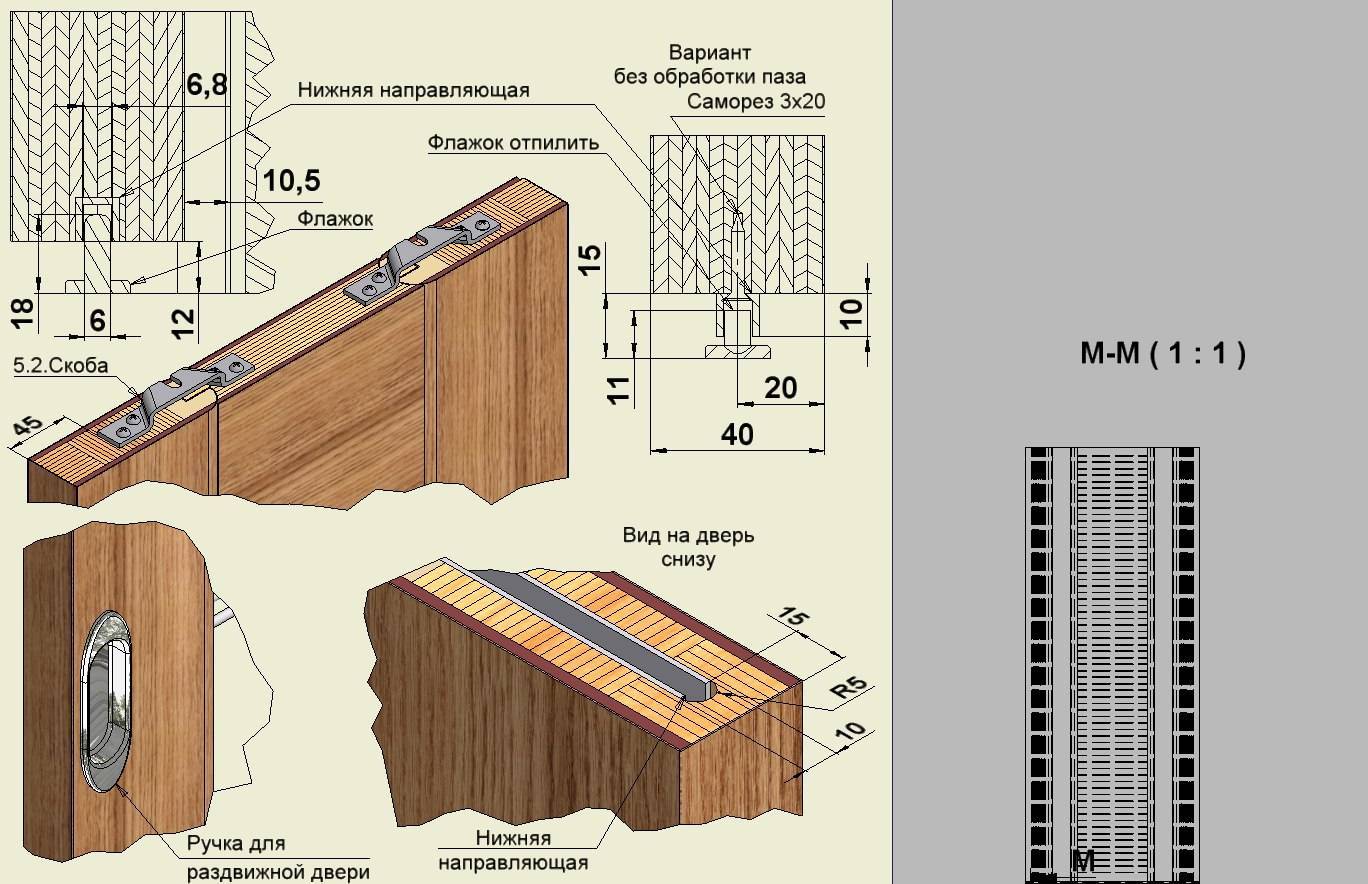
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.








Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
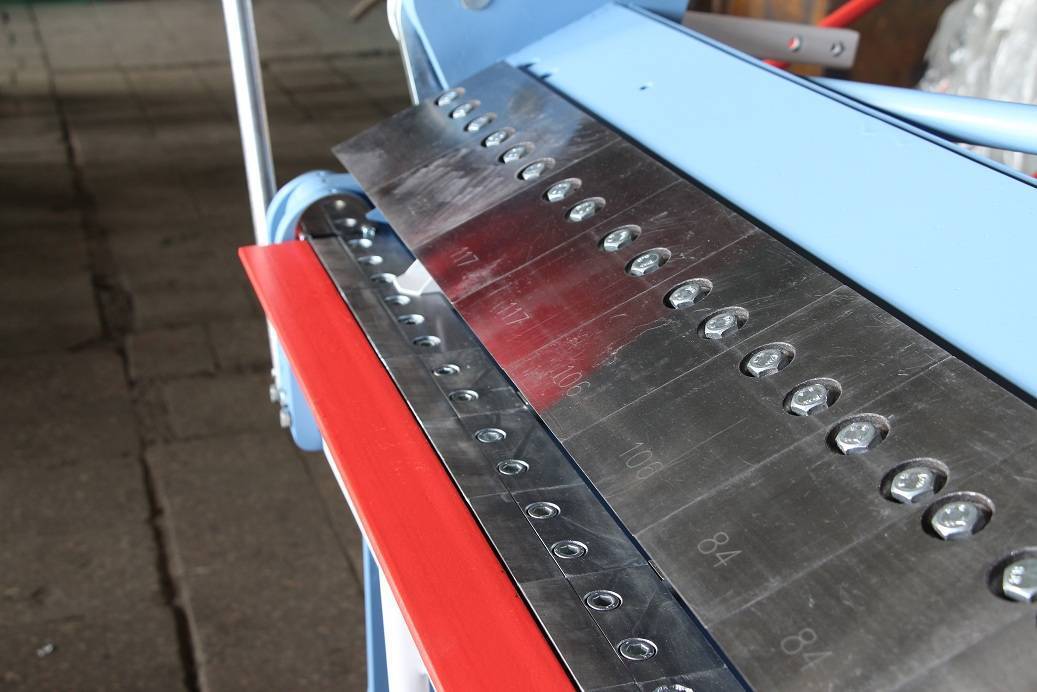
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.Подробно устройство ручного роликового листогиба видно на фото:

В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.

Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.







Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками
Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;

- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).