Из каких материалов изготавливают
Резьбовые фитинги изготавливают из латуни (иногда бронзы), стали, меди, ковкого чугуна. Иногда металл совпадает с материалом труб, иногда нет. На пластиковые трубы обычно устанавливают латунные или комбинированные изделия, на медные – только медные с латунными деталями. На стальные трубы можно устанавливать фитинги из любых металлов.
Из латуни

Латунь – многокомпонентный сплав на основе меди и цинка с небольшими добавками олова, никеля, свинца, железа, марганца. Промышленность выпускает изделия всех мыслимых форм, конструкций и диаметров. Практически во всех строительных магазинах и даже супермаркетах продаются латунные резьбовые фитинги.
Это оптимальный соединитель для бытовых и большинства промышленных инженерных систем. Латунь очень прочна, долговечна, не склонна к коррозии (хотя со временем темнеет), пластична, химически инертна и безвредна для человека. К тому же недорогая, утилизируется без вреда для окружающей среды – просто переплавляется в новые изделия.
Недостаток латунных фитингов в ограничении по рабочему давлению – 1,6 МПа, максимальному давлению – 2,5 МПа, поэтому при высоких давлениях рабочей среды латунные резьбовые соединители непригодны.
Чугунные

Сейчас это уже редкость, но иногда еще встречаются чугунные уголки и тройники с резьбой. Их основные недостатки – хрупкость и склонность к коррозии.
Стальные
Стальные изделия встречаются довольно редко. Современные покрывают никелем (изредка хромом). Применяют в основном для промышленных инженерных сетей из металлических труб с высоким давлением.
Прочны, надежны, долговечность – порядка 20 лет и больше. Склонны к коррозии.
Медные
Медь – очень мягкий металл, и нарезать резьбу на медной трубке сложно – она может легко деформироваться. Когда говорят про резьбовые соединители из меди, обычно подразумевают комбинированный фитинг – с одной стороны медная трубка с расширением под пайку, с другой стороны накидная гайка из латуни. По качеству такие изделия примерно равны латунным.

Условие герметичности стыков в резьбовых соединениях.
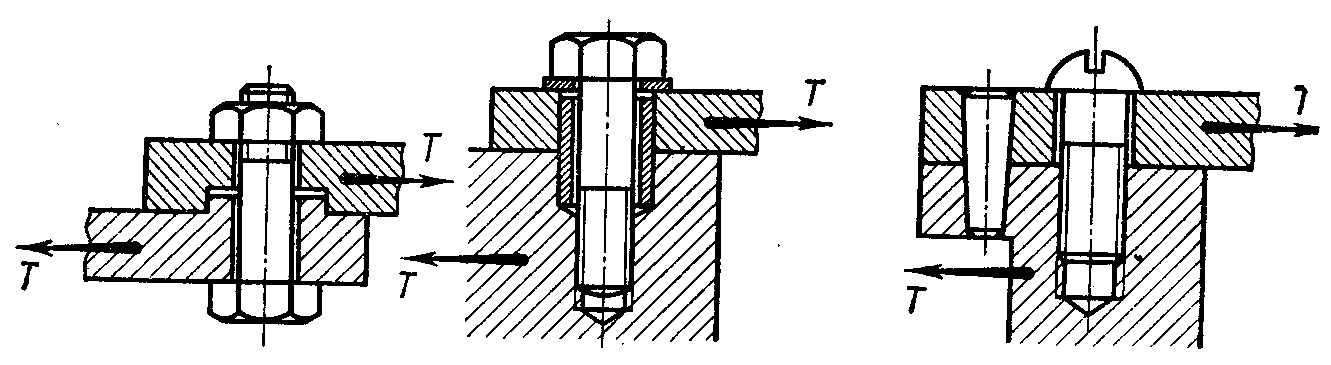
Герметичность резьбовых соединений достигается главным образом заполнением уплотнительным материалом зазора между внутренней и наружной резьбой. Для решения такой задачи применяют различные типы уплотнений. Используются следующие свойства уплотнительных материалов: способность создавать напряжения сжатия в упорном стыке, силу сцепления (когезию) и адгезию уплотнительного материала с телом резьбовой детали. Также учитывают структуру применяемой резьбы, коническую или цилиндрическую, качество и изношенность резьбовой части деталей.
При обеспечении герметичности стыка необходимо, чтобы остаточная сила затяжки Fg = 0. При обеспечении надежности принимают
F0 = kЗ (1 – c) F,
где kЗ – коэффициент запаса предварительной затяжки. В соединениях без прокладок при постоянной нагрузке принимают kЗ = 1,25…2,0; при переменной – kЗ = 2…4.
На герметичность резьбовых соединений значительное влияние оказывает момент свинчивания. При сборке труб на резьбе необходимо обеспечивать их соосность, а также прочность и плотность соединений.
Определение условий герметичности резьбового соединения для случая изношенной резьбы – более сложная задача.
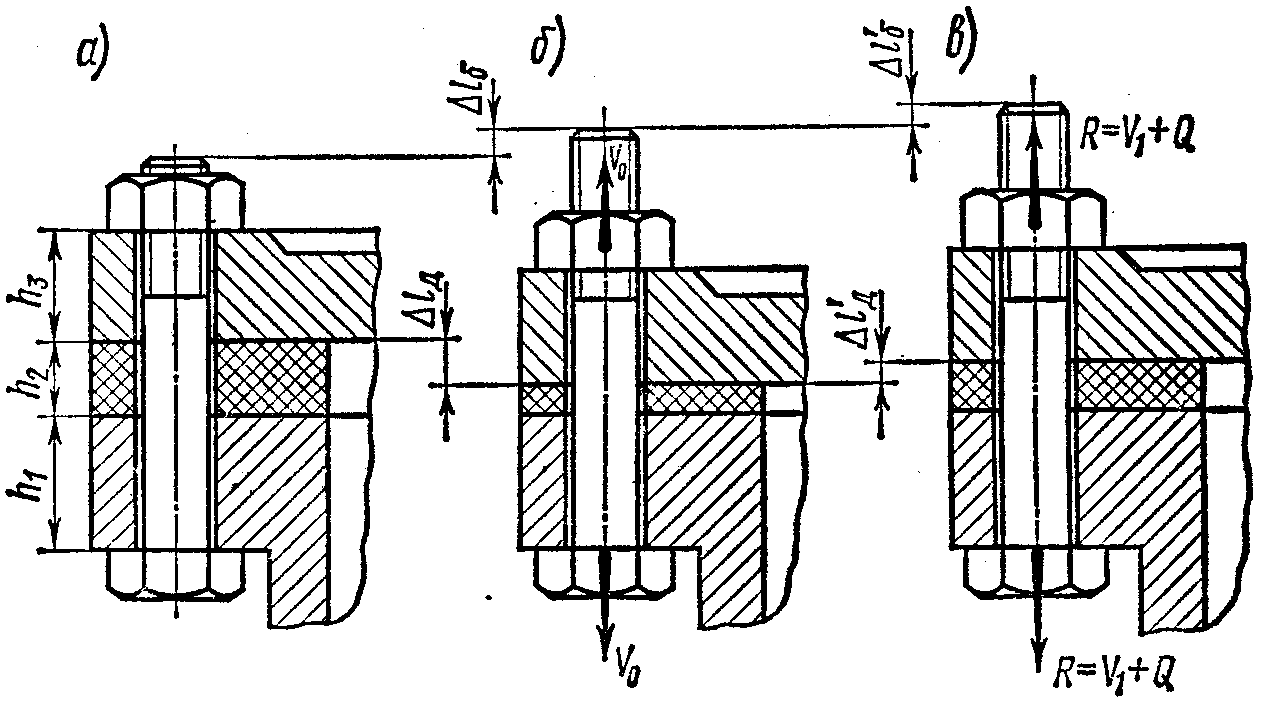
Дело в том, что затяжка соединений подразумевает создание во всех деталях – и крепёжных, и соединяемых, некоторых напряжений. В упруго напряжённых телах проявляются некоторые механизмы пластических деформаций, ведущие к убыванию напряжений во времени. Поэтому по истечении некоторого времени усилие затяжки соединения несколько снижается без каких либо дополнительных силовых воздействий на него.
Информация о файле
Иосилевич Г.Б., Строганов Г.Б., Шарловский Ю.В.
Затяжка и стопорение резьбовых соединений.
2-е изд., перераб. и доп. — М.: Машиностроение, 1985. – 224 с.: ил. – (Б-ка конструктора).
Рассмотрены особенности затяжки одиночных и групповых резьбовых соединений, конструктивные и технологические способы повышения стабильности затяжки, методы стопорения и конструкции стопорящих элементов в зависимости от условий нагружения, сборки и эксплуатации.
Второе издание (1-е изд. 1971 г.) переработано с учётом новых стандартов, а также дополнено материалами по расчёту и контролю равномерности затяжки групповых соединений и свинчиваемости соединений из коррозионно-стойких сталей и сплавов, по оценке эксплуатационной надежности резьбовых соединений.
Справочник предназначен для инженеров-конструкторов всех отраслей машиностроения.
Введение
Затяжка одиночного болтового соединения
Напряжения и перемещения в соединяемых деталях.
Соединения при действии внешней осевой силы.
Соединения при действии внешней силы, параллельной плоскости стыка.
Моменты и усилия в соединениях при затяжке.
Коэффициенты трения в соединениях.
Напряжения и прочность соединений при затяжке.
Заедание в резьбовых соединениях.
Свинчиваемость резьбовых соединений из титановых сплавов.
Контроль усилия затяжки резьбовых соединений
Контроль усилия затяжки по удлинению (деформации) стержня.
Контроль усилия по моменту затяжки.
Нормирование моментов затяжки резьбовых соединений.
Контроль затяжки по моментам завинчивания и отвинчивания.
Контроль усилия затяжки по углу поворота гайки.
Комбинированные методы контроля усилия затяжки.
Особенности установки болтов с натягом.
Особенности затяжки соединений при больших диаметрах резьб.
Затяжка групповых резьбовых соединений
Особенности затяжки групповых соединений.
Основные уравнения и расчетные модели соединений.
Одномерная стержневая модель соединения.
Двухмерная стержневая модель соединения.
Расчет усилий при последовательной затяжке соединений.
Групповая и комбинированная затяжка соединений.
Общий метод расчета затяжки групповых соединений.
Расчет соединений методом конечных элементов.
Влияние условий сборки на равномерность затяжки соединений.
Стабильность затяжки резьбовых соединений
Упругопластическое нагружение болта и стягиваемых деталей.
Релаксация напряжений в соединениях.
Самоотвинчивание соединений при вибрациях.
Методы стопорения и оценка их эффективности.
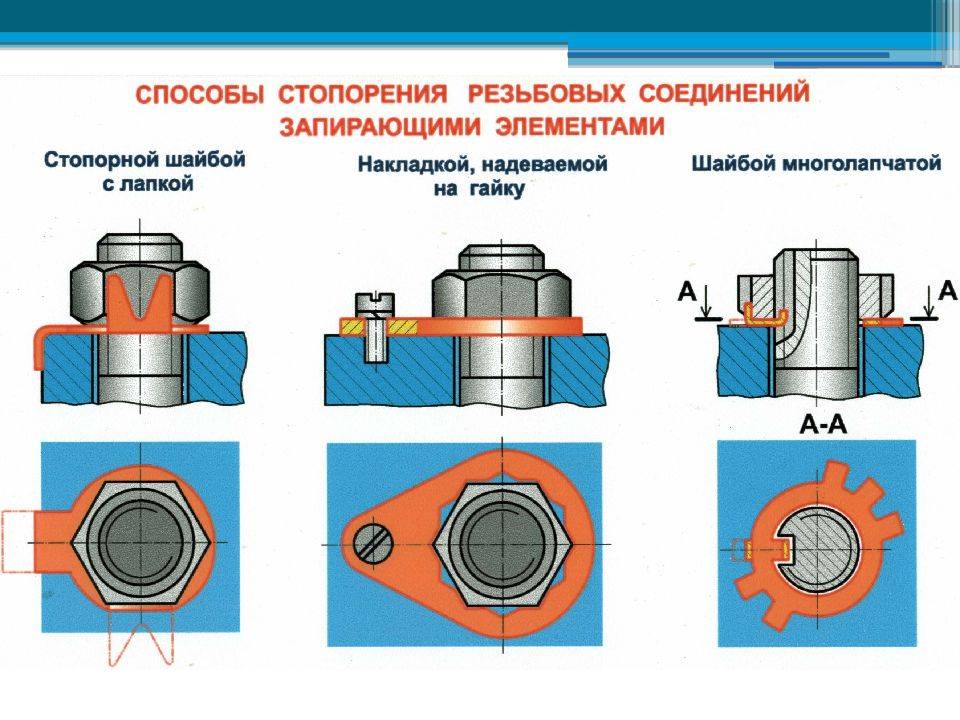
Способы стопорения резьбовых соединений формозапирающими элементами
Стопорение совместно ненапряженными деформируемыми формозапирающими элементами.
Стопорение совместно ненапряженными недеформируемыми формозапирающими элементами.
Стопорение путем превращения резьбового соединения в неразъемное.
Стопорение совместно напряженными формозапирающими элементами.
Фиксирование болтов (винтов) относительно базовых деталей.
Стопорение резьбовых соединений увеличением сцепления по опорным поверхностям и в резьбе
Стопорение увеличением сцепления по опорным поверхностям гайки и головки болта.
Стопорение резьбовых соединений силовым замыканием на резьбу.
Особенности стопорения подвижных соединений.
Выбор рациональных конструкций стопорящих элементов.
Приложения
Список литературы
В формате djvu –
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.







 Комплект для ремонта резьбы при помощи резьбовой вставки
Комплект для ремонта резьбы при помощи резьбовой вставки
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
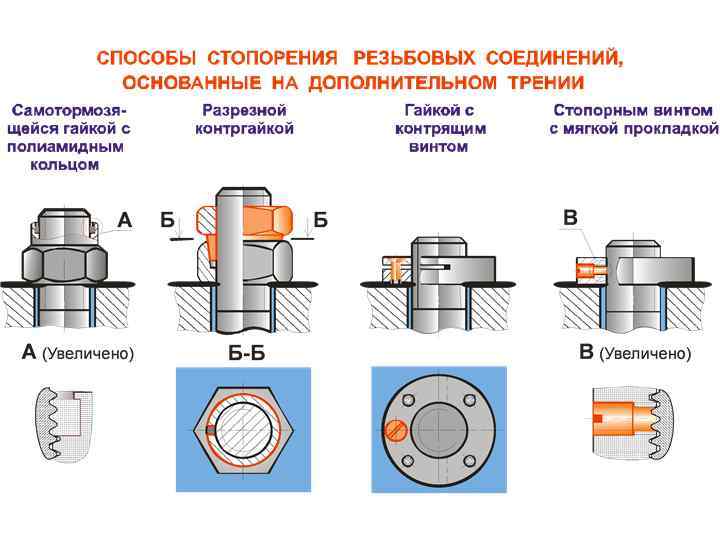
Средства против самоотвинчивания резьбовых деталей.
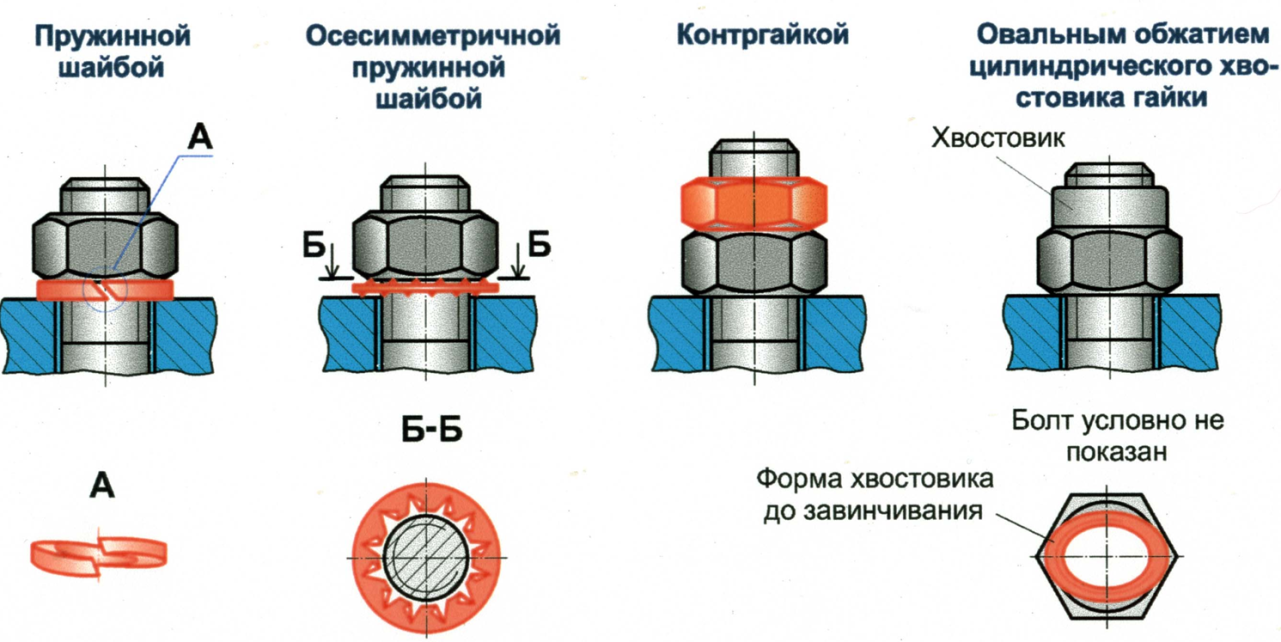
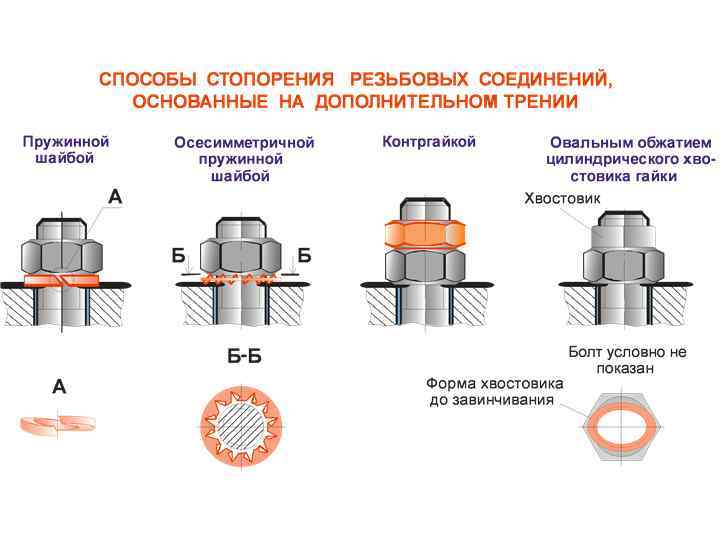
Все крепежные резьбы однозаходные имеют малый угол подъема резьбы и удовлетворяют условию самоторможения. Однако опыт эксплуатации резьбовых соединений показывает, что при вибрациях, переменной или ударной нагрузке происходит ослабление резьбового соединения и самоотвинчивание деталей. Для повышения надежности и предохранения резьбовых соединений от самоотвинчивания (иначе говоря, для стопорения)

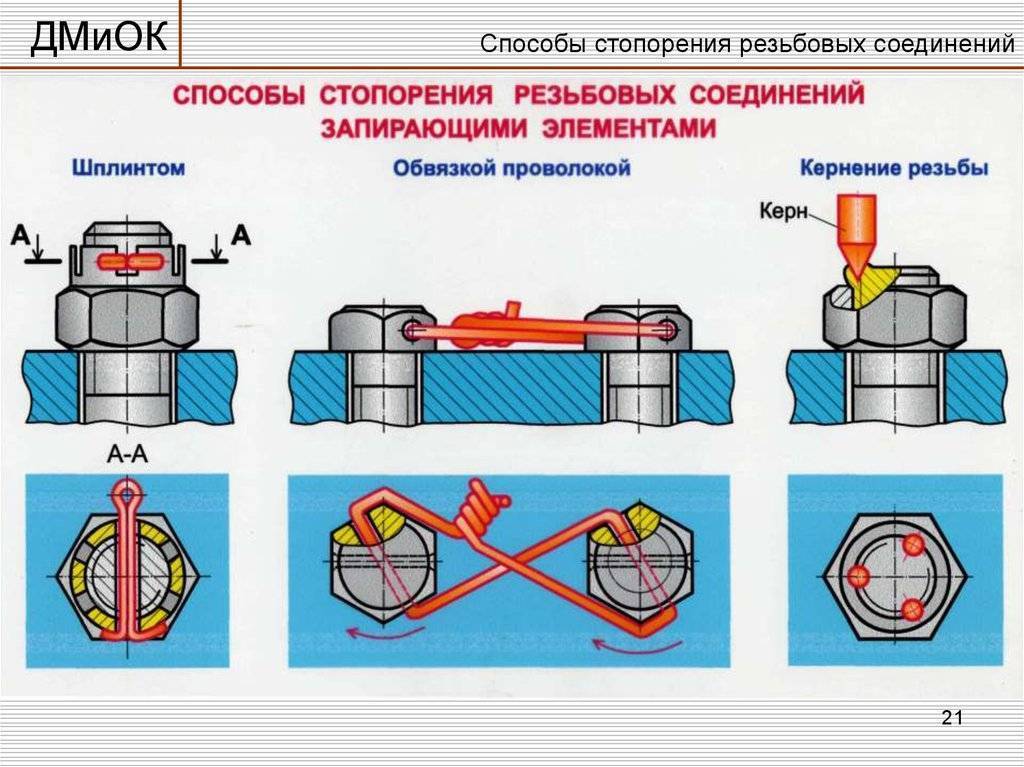
применяют различные способы. Первый из них основан на том, что в резьбе создается дополнительное трение путем установки контргайки или пружинной шайбы, применения контргаек цангового типа, самоконтрящихся гаек и т. д. Заметим, что пружинные шайбы для правой и левой резьб должны иметь разное направление витка и наклон прорези, так как острые края шайбы должны врезаться в тело гайки и детали и дополнительно препятствовать самоотвинчиванию. Второй способ заключается в жестком соединении болта и гайки с помощью специальных деталей, например стандартного шплинта, для чего применяют прорезные или корончатые гайки и болты с отверстиями в стержне; жесткое соединение гайки или винта с деталью можно осуществить с помощью стандартной стопорной шайбы с лапкой; жесткое соединение болтов иногда выполняют с помощью проволоки. Третий способ предохранения от самоотвинчивания заключается в превращении резьбового соединения в неразъемное и применяют его для соединений, не требующих разборки (путем приварки, кернения, расклепывания) или разбирающихся очень редко (путем пайки, а для мелких резьбовых деталей применяют лак, краску, смолу).
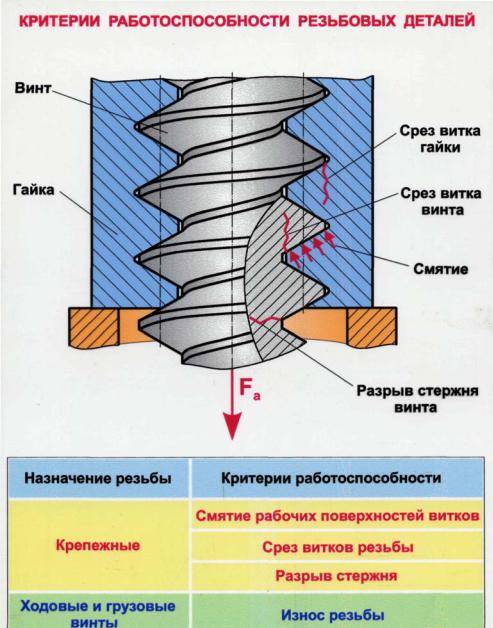
Допускаемые напряжения. Обычно болты, винты и шпильки изготовляют из пластичных материалов, поэтому допускаемые напряжения при статической нагрузке определяют в зависимости от предела текучести материала, а именно:
при расчете на растяжение
при расчете на срез
при расчете на смятие
Значения допускаемого коэффициента запаса прочности [s] зависят от характера нагрузки (статическая или динамическая), качества монтажа соединения (контролируемая или неконтролируемая затяжка), материала крепежных деталей (углеродистая или легированная сталь) и их номинальных диаметров.
Ориентировочно при статической нагрузке крепежных деталей из углеродистых сталей: для незатянутых соединений [s]=1,5. 2 (в общем машиностроении), [s]=3. 4 (для грузоподъемного оборудования); для затянутых соединений [s] = 1,3. 2 (при контролируемой затяжке), [s]=2,5. 3 (при неконтролируемой затяжке крепежных деталей диаметром более 16 мм). Для крепежных деталей с номинальным диаметром менее 16 мм верхние пределы значений коэффициентов запаса прочности увеличивают в два и более раз ввиду возможности обрыва стержня из-за перетяжки. Для крепежных деталей из легированных сталей (применяемых для более ответственных соединений) значения допускаемых коэффициентов запаса прочности берут примерно на 25% больше, чем для углеродистых сталей.
При переменной нагрузке значения допускаемых коэффициентов запаса прочности рекомендуются в пределах [s] = 2,5. 4, причем за предельное напряжение принимают предел выносливости материала крепежной детали.
В расчетах на срез при переменной нагрузке значения допускаемых напряжений берут в пределах
Источник
О причинах самоотвинчивания болтов, гаек и других крепежных деталей
Разумеется, основной причиной ослабления болтов является вибрация.
Однако, в значительной степени более частой причиной ослабления, является боковой сдвиг гайки или головки болта относительно соединения, что приводит к появлению относительного движения в резьбе.
При отсутствии такого явления болты не ослабляются, даже если соединение подвергается очень сильной вибрации. В процессе детального изучения можно также определить усилие зажима, необходимое для болтов во избежание скольжения в соединении.
Зачастую результатом самоотвинчивания болта является усталостное разрушение, которое уменьшает силу зажима, действующую на соединение. В результате возникает скольжение в соединении, которое приводит к воздействию изгибающей нагрузки на болт и впоследствии – к разрушению болта от усталости.
Затянутые болты (или гайки) вращаются свободно, поскольку возникает относительное движение между внешней и внутренней резьбой. Это движение нейтрализует фрикционный зажим и создает момент затяжки, который пропорционален шагу резьбы и предварительной нагрузке.
Существует три общеизвестные причины возникновения относительного движения в резьбе:
- Изгиб деталей, который приводит к возникновению усилий на поверхности трения. При возникновении скольжения, головка и резьба проскальзывают, что приводит к ослаблению.
- Дифференциальные тепловые эффекты, возникающие при разнице температур или разнице в материалах стягиваемых деталей.
- Приложенные усилия на соединение, которые могут привести к смещению поверхностей соединения, что вызовет ослабление болта.
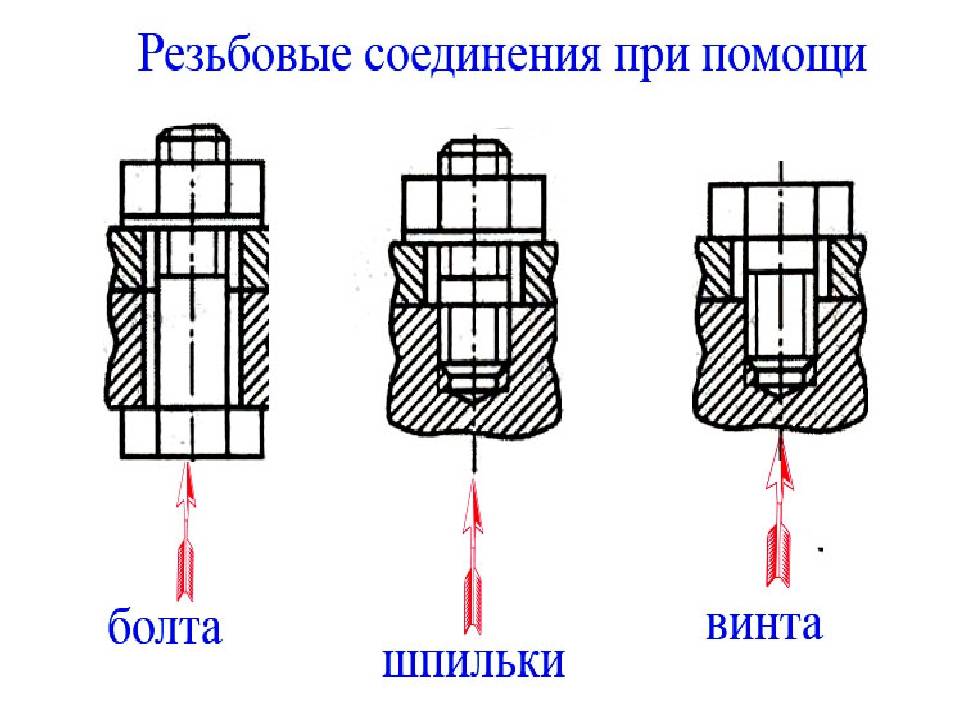
Способы соединений
Резьбовые и безрезьбовые соединения могут быть разборного и неразборного типа. Многие уверены, что любую конструкцию с резьбой можно разобрать.
Но такие случаи встречаются редко. Основное количество скручиваний с помощью резьбы – разъемного типа.
Стояки соединяются между собой при помощи:
- сгонов;
- двунаправленной резьбы.
Сгоны используются для скручивания неподвижных относительно собственных осей труб.

Для соединения таким способом сначала накручивают контргайку с муфтой на длинную резьбу. После этого нужно согнать муфту на участок трубы с наличием короткой резьбы, после чего затянуть контргайкой.
Методика использования двунаправленной резьбы состоит в том, что для стыковки труб используется только муфта. Накручивать ее нужно одновременно на оба стояка.
Важно! При использовании двунаправленной резьбы, на соединяемых трубах она должна быть нанесена в разных направлениях. Только в таком случае муфта будет стягивать трубы, а скручивание будет качественным, надежным, прочным
Примеры применения покрытий MODENGY
В настоящее время успешно реализовано несколько десятков проектов по защите нержавеющей резьбы с помощью технологии твердой смазки.
Покрытия MODENGY доказали высокую эффективность в резьбовых соединениях и фитингах, применяемых в энергетике и нефтегазовой отрасли (илл. 3), в приборостроении (илл. 4) и атомной промышленности (илл. 5).

Илл. 3. Нефтегазовая промышленность. Фитинги ПОСЛЕ нанесения покрытия

Илл. 4. Приборостроение. Кабельный ввод с нанесенным на резьбу покрытием MODENGY

Илл. 5. Атомная промышленность. Резьбовое соединение корпуса телекамеры с покрытием MODENGY



Нанесение покрытий MODENGY на резьбовые элементы позволяет:
- Снизить и стабилизировать коэффициент трения между витками
- Устранить заклинивание и заедание резьбы
- Контролировать момент затяжки
- Получить возможность многократной регулировки соединения
Технология их нанесения проста и легко может быть внедрена с минимальными инвестициями. Применение покрытий MODENGY позволяет предприятиям получить конкурентное преимущество и динамично развиваться, следуя актуальной тенденции импортозамещения.
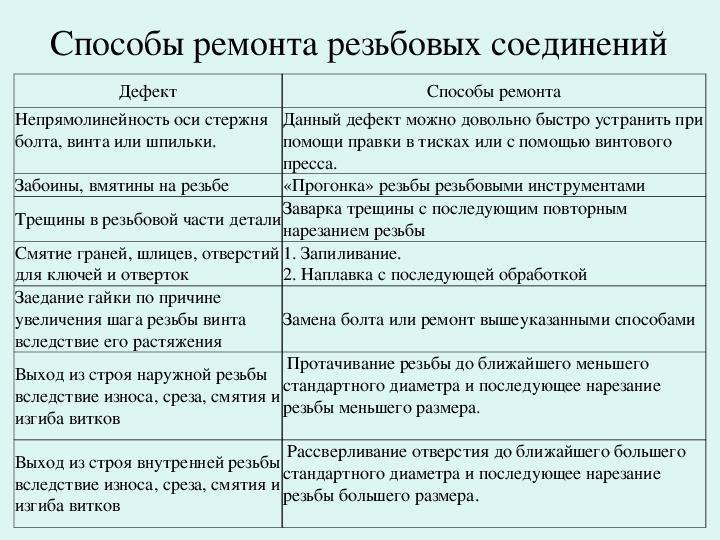
Традиционная сварка для ремонта
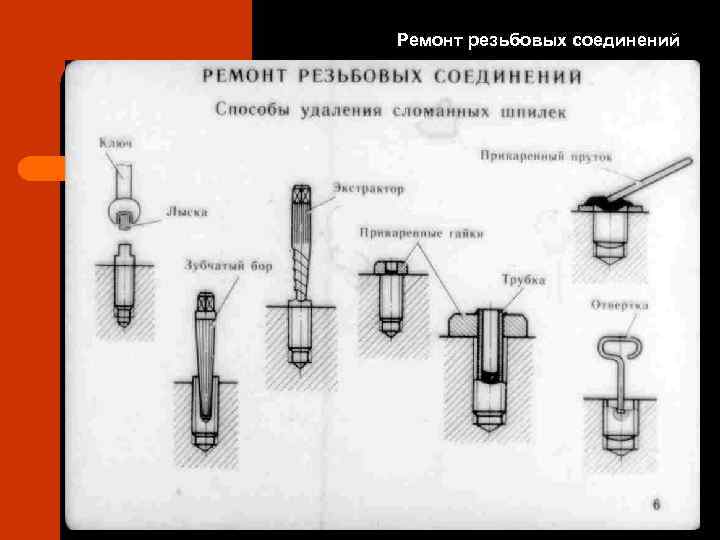
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки
Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша
Источник
Газовых
Десятки лет газовые магистрали монтировались с бесшовных металлических труб. Под воздействием коррозии их эксплуатационный срок значительно уменьшается. Этот фактор был одной из причин замены труб из металла на изделия из других материалов
- полиэтилена;
- меди;
- нержавеющей стали.
Каждый вид труб может стыковаться разными способами. А можно ли соединять газовые трубы резьбовым соединением
и если да, то стояки с каких материалов скрепляются резьбой? Да, можно. Например, с помощью резьбы соединяются стальные и медные изделия.
При стыковке газовых труб применяют также безрезьбовой метод.
В частности:
- пайкой хорошо можно сочленить медные или полиэтиленовые детали трубопровода;
- сварка успешно используется при прокладке стальных, медных магистралей. Например, стальные элементы можно сваривать автогеном или дуговым сварочным аппаратом;
- с применением фланцевых скреплений происходит монтаж магистральных трубопроводов. Кроме этого, фланцы устанавливают в тех точках трубопроводной системы, в которых расположено ответвление от главного газопровода к дому или квартире.
Сборка и разборка соединений на шпильках
Соединения на шпильках осуществляют неподвижной посадкой шпилек в тело детали одним из четырех способов:
- по сбегу резьбы;
- с помощью плотной резьбы;
- с помощью бурта и с упором в дно отверстия.
Правильно завернутая шпилька в отверстие должна сидеть плотно и при отвинчивании гайки даже с тугой резьбой не должна вывинчиваться из детали. Шпилька должна быть строго перпендикулярна той плоскости, в которую она ввернута. Глубину отверстия делают больше длины резьбовой части шпильки
В глухих отверстиях резьбу нарезают с большой осторожностью
Шпильки завертывают и вывертывают разными способами.
Первый способ. На свободный резьбовой конец шпильки навинчивают две гайки и верхней гайкой контрят нижнюю. Вращая ключом за верхнюю гайку, ввертывают шпильку в резьбовое отверстие плотно на сбег резьбы.
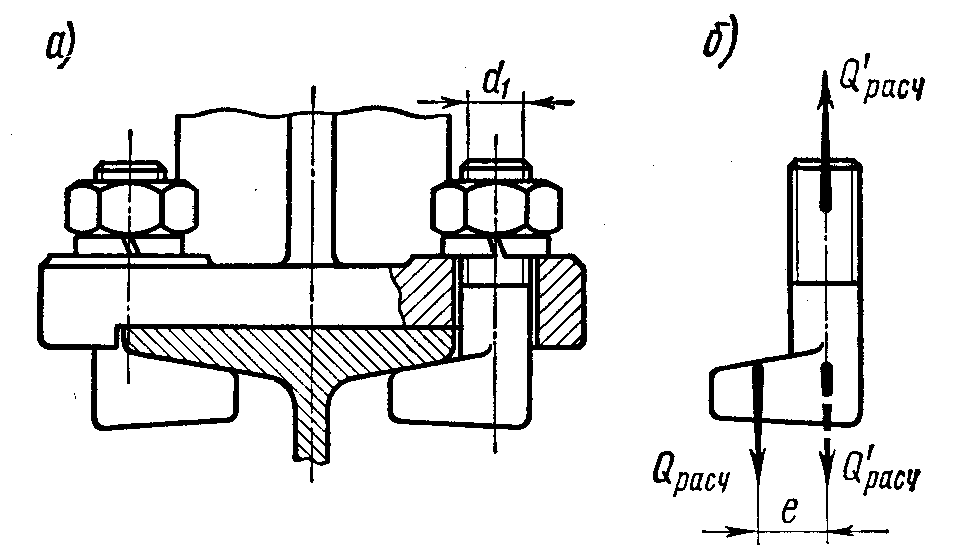
Второй способ. На конец шпильки свободно навинчивают специальное приспособление (рис. 4, а), представляющее собой высокую шестигранную гайку с внутренней резьбой для шпильки. Гайка стопорится на конце шпильки винтом, который упирается в торец шпильки. Затем обычным гаечным ключом вращают гайку за наружный шестигранник и завинчивают шпильку в деталь. Когда шпилька завинчена, стопорный винт ослабляют, придерживая гайку ключом; после этого гайка легко свинчивается со шпильки.
Для повышения производительности используют электро- и пневмоинструмент с применением специальной головки для шпильковерта (рис. 4, б). Сменную гайку 1 навинчивают на шпильку до упора-шарика 2, перемещение которого ограничивается пятой 3. При завертывании шпильковертом шпильки до конца в резьбовое отверстие в головке шарик 2 будет проскальзывать по пяте 3. После этого шпильковерт переключают на обратный ход, и головка свинчивается со шпильки.

Рис. 4. Приспособления для завертывания шпилек
Используя сменные гайки 1 можно завинчивать шпильки различного диаметра. Наличие на хвостовике шести граней 4 под ключ позволяет использовать головку при завинчивании гаек вручную.
При установке шпилек необходимо выполнять следующие основные правила:
- шпилька должна иметь плотную посадку в корпусе;
- ось шпильки должна быть перпендикулярна к поверхности детали.
Контроль установки резьбовых шпилек осуществляется одним из двух способов:
- по шаблону для нескольких шпилек (рис. 5, а);
- по угольнику или шаблону на каждую шпильку (рис. 5, б).

Рис. 5. Контроль установки резьбовых шпилек в деталь
Категорически запрещается подгибать шпильки, если они не попадают в отверстия детали, так как они при этом деформируются у корня (по резьбе) и могут лопнуть во время работы. Перекос шпилек можно исправлять только нарезанием новой резьбы в отверстии.
Важным условием нормальной работы резьбового соединения являются отсутствие изгибающих напряжений в стержне болта или шпильки. В связи с этим неплотное прилегание гайки к торцу детали недопустимо. Гайки должны навертываться на шпильки от руки до соприкосновения с деталью. При большом числе гаек рекомендуется завертывать их в определенном порядке Общий принцип затяжки – сначала затягивают гайки, находящиеся в середине детали, затем попеременно по паре с каждой стороны. Гайки целесообразно затягивать постепенно, т. е. сначала затянуть все гайки на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Гайки, расположенные по кругу, следует затягивать крест-накрест и также постепенно.
Следует особо тщательно выбирать крепежные детали для крепления фланцев и крышек, прижимающих прецизионные подшипники шпиндельных узлов. Перекосы резьбы или торцов винтов и зенковок под головки винтов приводят к деформации фланцев и крышек и, как следствие, к перекосу самого подшипника. Большое значение в этих случаях приобретает также равномерность затяжки.
К резьбовым соединениям предъявляют следующие требования:
- все гайки, входящие в резьбовые соединения, должны быть до отказа и равномерно затянуты;
- в резьбовых соединениях, работающих при толчках, ударах, вибрации, гайки должны быть застопорены (затянуты контргайкой), а у подкладных шайб – отогнуты выступы, вставлены штифты и т. д.;
- болт или шпилька должны выступать над гайкой не менее чем на два витка резьбы;
- на выступающих концах болтов и шпилек резьба должна быть чистой и полной;
- под гайками и головками болтов не должно быть зазоров, и они должны плотно соприкасаться с соединяемыми деталями;
- при сборке болтовых соединений не допускается наращивание рукояток ключей. Применять можно ключи только с рукоятками стандартной длины.
Просмотров:
4 477
Обозначение резьбовых соединений на чертежах
При обозначении соединений на чертежах всех сфер строительства, промышленности и машиностроения, согласно ГОСТ 2311—68, за условность принято, когда линии в виде винта заменяют двумя линиями — сплошной тонкой и сплошной основной. При этом рисунок внутренней и внешней резьбы имеет такие особенности:
- Внутренние резьбовые соединения чертеж представляет главными сплошными тонкими линиями по внешнему диаметру и непрерывными линиями по внутреннему. Нарезка, отображаемая как невидимая, показывается штриховыми тонкими линиями одной и той же толщины по внутреннему и внешнему диаметрам.
- Наружные резьбовые соединения чертеж изображает основными непрерывными линиями по внешнему диаметру и непрерывными тонкими — по внутреннему. Обозначение резьбы показывает вид резьбы, номинальный диаметр, шаг (если она с мелким шагом), направление рези (если левая), поля допусков (табл).
Таблица резьбовых соединений приведена ниже.
| Тип резьбы и номер стандарта (ГОСТ или СТ СЕВ) | Условное обозначение типа резьбы | Указанные на чертеже размеры | Примеры обозначения резьбы |
| Метрическая с большим шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр, мм | М10-6Н; М36-7М; М10LH-6H |
| Метрическая с малым шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр и шаг, мм | M64*2-7H |
| Метрическая для диаметров меньше 1 мм (часовая), ГОСТ 900-73 | М | Внешний диаметр, мм | M0,6 |
| Трапециевидная, ГОСТ 24738-81 (СТ СЕВ 1181-79) | Tr | Внешний диаметр и шаг, мм, и номер ГОСТа | Tr36*6-6H, ГОСТ 25738-81 |
| Упорная, ГОСТ 10177-82 (СТ СЕВ 1181-79) | S | Внешний диаметр и шаг, мм | S80*16-4H |
| Трубная цилиндрическая, ГОСТ 6357-81 (СТ СЕВ 1157-78) | G | Условное обозначение диаметра резьбы в дюймах | G21/2-A |
| Трубная коническая, ГОСТ 6211-69 (СТ СЕВ 1115-78) | R | Условное обозначение диаметра резьбы в дюймах и номер ГОСТа | R3/4, ГОСТ 6211-81 (внешний) R3/4, ГОСТ 6211-81 (внутренний) |
| Конечная дюймовая с углом профиля 60″, ГОСТ 6111-52 | K | Обозначение диаметра резьбы в дюймах и номер ГОСТа | K3/4″, ГОСТ 6111-52 |
Анаэробный герметик

Анаэробный герметик
Анаэробный герметик безусловно годится для подмотки герметизации всех пластиковых резьбовых соединений, для латунных, для чугунных, изготовленных фабричным способом, но на деталях стальных есть одна особенность.
Когда изготовляется резьба в стальной детали, то используются разного рода смазки, которые попадают на резьбу. При нанесении клея, он, попав на жирное место, задерживается на нем. Этого можно не заметить. После того, как муфту начнут заворачивать, может образоваться канал, по которому жидкость потом будет выходить наружу.
Не всегда на объекте есть возможность для того, чтобы удалить жировые загрязнения с поверхности резьбы. Поэтому клей-герметик, как уплотнитель для стальных резьб и деталей применять не рекомендуются, так как есть лен и нитка.
При использовании герметика обращайте внимание на то, какой клей-герметик вам достался. Некоторые сорта требуют нагрева при разборке соединения
Представьте себе металлическое соединение с металлической муфтой, после которой начинается пластиковая труба. Чтобы его разобрать, нужно сначала нагреть (явно больше 100 градусов). Для металлической части это никакого значения не имеет, но пластиковая труба может после быть испорчена. Поэтому смотрите какого рода резьбовые соединения Вы уплотняете герметиком!