Выбор оборудования
Подумайте о том, каких размеров изделия будут окрашиваться. Исходя из этого выбирайте оборудование. Его внутренние габариты должны соответствовать изделиям. Если точно не можете определится с размерами, берите оборудование с запасом.
Печь полимеризации может работать на газу или электричестве. Первый вариант дороже. Самый распространенный и доступный вариант нагрева печи – тэны.
Камера напыление может быть с системой рекупирации Циклон или с фильтрами. Первая лучше, когда цвета меняются не чаще одного раза в день. Вторая подходит для частой смены цветов.
При небольших и средних объемах покраски стоит использовать трибостатический распылитель. Он хорошо окрашивает трудные места и углы. Электростатическую установку можно использовать при абсолютно любых объемах. Но и цена у нее намного дороже.

Советы по выбору
Специалисты говорят однозначно – электростатическое оборудование лучше, так как оно совершенно не зависит от внешних факторов. При наличии генератора, пистолет всегда будет справляться со своими обязанностями. Трибостатическое оборудование стоит несколько дешевле, но в процессе использования придется чаще менять фторопластовую трубку – за счет нее и выполняется заряд порошка. С другой стороны, потенциальный ремонт электростатического оборудования будет стоить дороже.
По части производительности однозначное преимущество за электростатикой, поэтому при необходимости в выполнении больших объемов работ стоит выбирать именно такие пистолеты. Электростатические пистолеты обладают более качественной рекуперацией неиспользованной краски. Охарактеризовать обе технологии можно так:
- Электростатика дает лучшую производительность и качественную осаждаемость порошка. Можно использовать любые порошковые краски. Но тут наблюдаются проблемы с прокрасом углублений и отверстий.
- Трибостатика хорошо справляется со сложными участками, а пистолеты стоят дешевле. Но для нормальной работы устройства требуется использовать материал с трибодобавками.
Установка рекуперации[ | ]
Установка рекуперации предназначена для улавливания не осевшего на изделия порошка и возврата его в производственный цикл.
Применяемые рекуперационные установки различны по конструкции и принципу работы:
- двухступенчатая система улавливания порошка,
- одноступенчатая система улавливания порошка.
Работа рекуперационной установки считается нормальной, если содержание краски в выбрасываемом в атмосферу воздухе не превышает 5 мг/м3.
Двухступенчатая установка рекуперации
Отечественные производители в основном применяют установки с двухступенчатой системой улавливания порошка: сначала в циклоне (или батарейном циклоне), где осаждается до 95–98% краски, затем в фильтре; в целом коэффициент улавливания достигает 99.5–99.8%. Преимущественно используют рукавные фильтры из лавсановой ткани с автоматическим встряхиванием. Циклон и фильтр имеют самостоятельные сборники, откуда улавливаемая краска пневматически (с помощью транспортного эжектора) или вручную передается в сборник-дозатор для последующего смешения с исходной порошковой краской. Предварительно краска просеивается с помощью вибросита, а иногда проводится дезагрегация.
Одноступенчатая установка рекуперации
Многие иностранные фирмы предлагают рекуперационные установки с одноступенчатой системой улавливания порошка только на фильтрах. Применяют фильтры патронного типа, изготовленные из металлической сетки. При этом достигается высокая степень улавливания порошка и полный его возврат для повторного использования. Фильтр откатный, он легко присоединяется к распылительной камере, образуя с ней единое целое. Применяют установки (модули) откатные и стационарные циклонно-тканевого типа. Преимущество откатных установок по сравнению со стационарными заключается в том, что в них отсутствуют воздуховоды и удобнее переход с цвета на цвет (модуль одного цвета краски заменяют на модуль другого цвета, не прибегая к очистке).
У нас есть всё для порошковой покраски
Вы можете купить порошковую краску, хим растворы, составы и средства для обезжиривания металла, удаления краски, порошковое оборудование и другие, необходимые для участка покраски, расходные материалы.
Подготовительная зона
 Качество предварительной подготовки поверхности, во многом влияет на финишный результат работы. В подготовку включают следующее этапы: зачистка поверхности с помощью абразивных элементов, обезжиривание дисков и удаление всех масляных пятен, и итоговая сушка.
Качество предварительной подготовки поверхности, во многом влияет на финишный результат работы. В подготовку включают следующее этапы: зачистка поверхности с помощью абразивных элементов, обезжиривание дисков и удаление всех масляных пятен, и итоговая сушка.
Исходя из этих требований, минимальный набор оборудования на этом шаге состоит из следующих позиций:
- пескоструйная установка, для зачистки дисков от старой краски и ржавчины.
- промывочные ванны с обезжиривающим средством.
- сушильная камера.
Не стоит пренебрегать этапом обезжиривания деталей, ведь при попадании масляных составов на обрабатываемом участке, скорее всего, возникнут дефекты, и всю работу нужно будет переделывать повторно. Часто мастера осуществляют, погружают очищенные диски по 2 – 3 раза в ванны с раствором в котором используется профессиональные составы для удаления жировых и масляных наплывов. Далее колесные автомобильные диски под воздействием теплого сжатого воздуха обрабатывают в специальной сушильной камере.










Оборудование
Разработано несколько принципов работы оборудования для порошковой покраски. (См. также статью Краска для каминов и печей: особенности.)
Классификация
По принципам работы оборудование классифицируется следующим образом:
Электростатическое. Данное оборудование позволяет создавать очень тонкое покрытие – от 30 до 250 микрон, а, кроме того, из преимуществ отметим:
- можно окрашивать детали любой сложной конфигурации;
- простота оборудования и невысокие затраты на его обслуживание;
- возможность оперативного изменения цветов краски;
- нет необходимости в предварительном нагреве деталей;
Главным недостатком этого оборудования является его стоимость, которое выше, чем у конкурентов.
Полный комплекс оборудования для покраски порошком – включает в себя обязательно и «предбанник» для подготовки рабочих поверхностей и линию их подачи в камеру
Трибостатическое. Это оборудование не использует генератор частиц, которые создаются давлением воздуха, но это не мешает краске увереннее проникать в глубокие выемки деталей. Из недостатков отметим:
- более сложный характер обеспечения достаточной величины заряда частиц, поэтому часто требуется регулировка первичного красящего состава;
- уровень зарядки зависит от влажности окружающего воздуха (поэтому очень популярен в северных странах, где не так сильно «прыгает» влажность, а летом температура более умеренная);
- уменьшение заряда по мере непрерывной работы оборудования;
- порошок осаждается не так активно, как в оборудовании, использующем электростатический метод.
Флюидизированное. Такое оборудование наносит краску слоями, что позволяет:
- наносить довольно толстые слои краски за один цикл обработки – это главное, почему метод и оборудование на его основе в ходу; толщина в 250 микрон считается уже достаточно толстой;
- точнее контролировать толщину создаваемого покрытия;
- невысокая стоимость подготовки к работе и последующей эксплуатации.
Из недостатков отмечаем:
- большой расход порошка;
- необходимость предварительного нагрева детали и даже тщательно просушена;
- исходные детали должны иметь несложную форму, в противном случае не избежать непрокрасов.
- обрабатывать можно только те виды металлов, которые обладают достаточной устойчивостью к высоким температурам. (См . также статью Краска для кухни: как выбрать.)
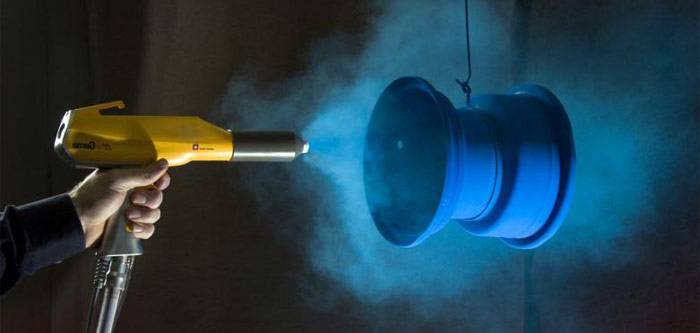
На фото пистолет для порошковой краски в действии – очевиден значительный перерасход материала и необходимость опыта нанесения
Портативный вариант пистолета, принцип работы которого ничем не отличается от принципа работы водного детского пистолета, хотя инструкция и прилагается, тут не обойтись без электросети
Примеры
Предлагаем вашему вниманию две модели аппаратов для ручной порошковой покраски, обе выпускаются по лицензии в Турции.
- далее – изделие позволяет работать с красками очень широкого диапазона, в том числе такими проблемными как металлик и антик;
- первое – цена, которая с июля 2014-го упала к ноябрю с 87500 рублей до 70000;
- Promaks CM-10: краска подаётся непрерывно и стабильно, что обеспечивает завидную равномерность создаваемого покрытия;
- простота эксплуатации;
- возможность окраски стекла и керамики;
среди технических особенностей:
Камера для порошковой покраски; идеальная чистота – главная отличительная черта любого места работы с представляемым материалом
- заземление порошкового шланга;
- ручная настройка всех электрических параметров работы;
- контроль и регулировка расхода всех материалов и объема подаваемого воздуха;
- заряд производится напряжением в 100 кВ, что обеспечивает заряд всех известных видов порошковой краски;
- форсунки запатентованной конструкции обеспечивают идеальный прокрас даже предельно сложных мест;
- приспособление для быстрой смены цвета;
- встроенная система сброса давления;
- фильтр тонкой очистки;
- средний расход порошка – 150 гр на кв.м;
- входной напряжение на пистолете – 10 В;
- максимальный выходной ток – 130 мкА;
- работа от стандартной сети в 220 В / 50 Гц.
Изделие признаётся одним из лучших при больших объёмах работ.
Promaks 2CM-10:
- эта модель дороже почти в два раза – в ноябре 2014-го цена составляет 130000 рублей (в июле – 151000);
- среди отличительных особенностей:
- второй модуль управления;
- второй пистолет и соответствующий набор шлангов и проводов;
- уменьшенный расход порошка – 120 гр на квадрат. (См. также статью Как покрасить окна своими руками.)
Более совершенная модель Promaks 2CM-10 (см. характеристики в тексте)










Разновидности
Есть несколько основных технологий, по которым идет разбиение пистолетов на отдельные категории:
- Электростатические пистолеты могу наносить тонкий слой краски, вплоть до 30 мкм. Можно использовать и на рельефных поверхностях. Данное оборудование было описано выше, то есть, тут электризация частиц выполняется за счет преобразователя. Считается самым дорогим оборудованием, так как серьезных недостатков не имеет. Рабочую поверхность не требуется предварительно нагревать.
- При использовании трибостатического пистолета отдельные частицы будут тереться друг от друга, за счет чего и происходит электризация порошка. В слишком влажном помещении работу выполнить не получится, также иногда наблюдаются проблемы с набором нужной величины заряда. Если электростатическое оборудование более надежно проявляет себя в работе, то здесь все зависит от внешних факторов.
- Что касается флюидизированных пистолетов, то именно в таком случае потребуется предварительно делать нагреть. Сама деталь должна быть исключительно ровной, без сложных по своей конструкции элементов. Оборудование используется очень редко.
На что нужно обращать внимание при выборе оборудования для порошковой окраски
Установка порошковой краски, чтобы комплексно ее нанести, часто может требовать много места, по этой причине перед приобретением линии требуется заранее оценить размер. Также учитывают следующие моменты:
- Тип изделий, которые будут краситься, если они маленькие, то использование большого оборудования не потребуется;
- Выбор между газовой и электрической печью непринципиален, делается исходя из предпочтений мастера;
- Краскопульт для больших предметов предпочтителен электростатический, для маленьких трибостатический.
 Перед приобретением линии требуется заранее оценить размер.
Перед приобретением линии требуется заранее оценить размер.
Чтобы нанести современную порошковую краску, потребуется наличие нескольких устройств. Выбирать их следует, исходя из объема работ, финансовых возможностей и условий работы.
Устройство покрасочной камеры
Основу оборудования, которое предназначено для порошковой краски, составляет непосредственно сама камера и печь полимеризации. В первой производится нанесение слоя краски, во второй осуществляется процесс наплавки. На автомобиль краска наносится посредством особого электростатического пистолета.
В процессе заводского окрашивания очень часто осуществляется смена метода окрашивания, потому могут быть применимы камеры с картриджным очищением. Порошок в данном случае особым образом фильтруется из воздуха в таком устройстве, как рекуператор. По сути, это блок фильтров, где методом импульсной продувки производится автоматическая регенерация.
На данный момент разработана и налажена система порошкового окрашивания в гаражных условиях. Для осуществления данной цели необходимо приобрести камеру для покраски и иные необходимые элементы. Кроме того, при необходимости можно сделать порошковую покрасочную камеру исключительно своими руками.
Порошковые трибостатические пистолеты
Общий принцип действия заключается в том, чтобы сообщать частицам краски электрический заряд. Наиболее просто это происходит трением.
Работа трибостатического пистолета для порошковой покраски состоит в следующем. Бачок заполняется порошковым красителем (исходный материал должен иметь определённую влажность, при которой исключается слипание смежных частиц сухой краски, что приведёт к перерасходу энергии). Бачок присоединяется к корпусу пистолета, в то время как к торцевой части прикрепляется шланг для транспортного потока воздуха от воздухозаборника.
Длина шланга определяется мощностью компрессора, и у бытовых исполнений пистолетов обычно не превышает 3 метров. Корпус пистолета предварительно заземляется. При включении происходит смешивание частиц воздуха с порошкообразным красителем. Создаётся мощный турбулентный поток смеси, в котором происходит интенсивное трение смежных частиц порошка. Этот поток канализируется через выходное отверстие насадки и выбрасывание на окрашиваемую поверхность.
Внутренняя поверхность заземлённого корпуса преднамеренно снабжена макронеровностями, поэтому полимерные частицы красителя испытывают значительное воздействие сил трения, вследствие чего их заряд дополнительно возрастает.
Трибостатические пистолеты конструктивно просты, и обладают меньшей ценой, однако их производительность связана с некоторыми внешними ограничениями:
- При функционировании в условиях низких температур эффективность трибостатического метода снижается, Причины – повышение влажности воздуха и комкование частиц порошка.
- Далеко не все порошкообразные красящие смеси могут эффективно электризоваться трением. Например, во все составы, кроме эпоксидных композиций, приходится добавлять полярные растворители, а они повышают плотность порошка, и увеличивают необходимую мощность компрессора.
- Производительность инструмента определяется размерами бачка (стандартная комплектация включает в себя бачок ёмкостью 0,5 л). Поэтому способ подходит для окраски сравнительно небольших по площади поверхностей.
- Интенсивность заряда зависит от степени заполнения бачка. При малом количестве порошка трение ослабевает, что может привести либо к уменьшению толщины слоя краски, либо к ухудшению её сцепления с окрашиваемой поверхностью.
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.










Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Порошковое покрытие, или порошковая краска — обладает широким спектром возможных областей применения, однако, чаще всего, используется для покраски изделий из металла.
Если вы намереваетесь воспользоваться услугами профессиональных мастерских – стоит обеспокоиться состоянием кошелька.
Дело в том, что цены на покраску довольно высокие, поэтому порошковая покраска своими руками будет очень интересным вариантом.
Имея необходимое оборудование, а так же помещение, условия в котором — максимально приближены к необходимым для проведения работ, можно легко выполнить самостоятельную окраску.
При этом не стоит думать, что качество будет разительно отличаться.
На самом деле, порошковая покраска своими руками практически идентична работам в мастерской, разница лишь в оборудовании и цене.
Если ранее вам уже приходилось сталкиваться с краской в баллончиках, то вся процедура будет очень знакома, отличие лишь в том, что баллончик не нужно встряхивать и он большего объема.
Установка порошкового напыления «Tesla 201R DUO»
Имеет на входе регулятор давления и фильтр масло-влаго отделитель. Защита от высокого давления воздуха на входе для предотвращения разрушающего воздействия на пневмокомпоненты.
Весь ассортимент продукции высочайшего качества и соответствует полному списку клиентских запросов. При этом наша неоспоримая компетентность, высочайшая профессиональная подготовка и опыт – гарант своевременного получения качественных товаров.
Сотрудники компании «Техноколор» для выполнения желаний заказчиков предлагают продажу оборудования для тщательной предварительной подготовки любых окрашиваемых изделий и ряд полезных услуг:
Трибостатический краскопульт
Трибостатический порошковый пистолет или краскопульт работает по принципу множественных столкновений и трения частичек порошковой краски, вследствие чего происходит их зарядка. Данный процесс происходит в специальном узле пистолета, где частицы активно взаимодействуют друг с другом.
Так как при зарядке исключается использование тока, то не возникает и электрического поля, а значит отсутствует эффект обратной ионизации.
Это дает следующее преимущество: порошковая краска свободно проникает во все труднодоступные места рельефной и пористой поверхности и равномерно распределяется, что гарантирует качество напыления. Также появляется возможность многократно окрашивать поверхность, добиваясь слоя нужной толщины.









Среди недостатков трибостатического способа окрашивания нужно отметить ограниченный выбор красок, обязательную пескоструйную обработку металлов перед окрашиванием, невысокую производительность в работе. А сами порошковый пистолет трибостатический зарекомендовали себя, как весьма капризные, в эксплуатации устройства.
Критерии выбора
Важным этапом считается подбор красящего вещества, на строительном рынке представлено большое количество вариантов от различных производителей, от выбранной краски зависит, какое качество после покраски получат.
Требуется учитывать следующие критерии при выборе:
- Стойкость к механическому воздействию;
- Стойкость к температурному воздействию, слой должен выдержать высокие температуры, нагревательные процессы;
- Электроизолирующая характеристика, часто средства на основе полимеров считаются диэлектриками, и их применяют для защитного слоя от электрических влияний;
- Устойчивость к химическим веществам, если будут применять на металлическом основании моющие средства, бензин и т.п. средства;
- Устойчивость к образованию коррозии, поэтому требуется выдержка химикатам и воды.
Могут быть и иные различия по внешнему виду покрытия:
- Гладкий слой, создаётся большинством составов;
- Фактурные, можно получить разные фактуры, примером служит апельсиновая кожица;
- Бесцветные, применяются для защиты основания;
- Тонированные, с их помощью можно создать эффект иного материала – бронзы, металла и т.п.;
- Различные по уровню блеска покрытия, глянцевые или полуглянцевые и т.п.
 Важным этапом считается подбор красящего вещества, на строительном рынке представлено большое количество вариантов от различных производителей.
Важным этапом считается подбор красящего вещества, на строительном рынке представлено большое количество вариантов от различных производителей.
Формирование покрытия
Переходим к следующему этапу работу. Краска нанесена, теперь нужно сформировать покрытие. В первую очередь изделие отправляют в печь для полимеризации. Такие камеры могут быть различными: вертикальными, горизонтальными, опять же, тупиковыми или проходными, одно- и многоходовыми.

Упомянутое оборудование для порошковой окраски обеспечивает нагрев поверхности до определенной температуры – 150-220 оС. Обработка длится около получаса, в результате чего образуется пленка
На данном этапе важно, чтобы деталь прогревалась равномерно, что возможно только при стабильности температуры в камере
Какой выбрать режим для обработки конкретной детали, зависит от нее самой, от вида краски и оборудования. После того как полимеризация будет выполнена, изделие нужно охладить на воздухе. Все, работа выполнена.
Что требуется для организации камеры
В производственном процессе можно вполне применять относительно простую модель малярного пистолета. К нему достаточно просто подключить подачу сжатого воздуха примерно в две атмосферы. В некоторых случаях при осуществлении работ может потребоваться максимально возможное высокое давление
Стоит обратить внимание, что кроме качественного надежного компрессора, подающего воздух, необходимо позаботиться о таком устройстве, как фильтр с обязательным присутствующим регулятором давления
В процессе обустройства камеры не обойтись без качественно разработанной мощной электрической сети, а также вентиляции. Пылесос может заменить рекуператор.
Для максимально качественного окрашивания требуется тщательно организовать освещение в помещении. Можно использовать для этого специальные герметичные лампы дневного освещения. Преимуществом подобных осветительных устройств заключается в том, что они не подвержены процессу нагревания. Осевшие элементы краски на них оплавляться не будут, потому создающая большое количество проблем чистка элементов освещения не потребуется.
При обустройстве камеры потребуется установить печь, расположить рядом специальные вешала, которые будут использоваться для полного охлаждения окрашенных деталей. В обязательном порядке потребуется провести электросеть, причем сделать это максимально грамотно, не пренебрегая необходимостью заземления. На осуществление данного процесса стоит пригласить профессионала, которые имеет соответствующие знания.
Электростатические пистолеты порошкового окрашивания
Конструкция таких приспособлений более сложная. Электростатический пистолет для порошковой покраски состоит из следующих частей:
- Корпуса с ручкой, на котором располагается панель управления.
- Бачка, заполняемой красящим порошком.
- Разрядника с электромагнитной ловушкой.
- Преобразователя (иногда комплектуемого и блоком питания).
- Электрода с соплом.
- Питающего и заземляющего кабелей.
Поскольку электростатическое поле здесь создаётся принудительно, то для электризации подойдёт любая полимерная краска, например, полиэфирная или полиуретановая, что даёт электростатическому пистолету определённое преимущество перед трибостатическим.

При условии подачи в смешивающую камеру (которая занимает большую часть внутреннего объёма корпуса) сухого и чистого воздуха, заряд, приобретаемый частицами порошка, оказывается значительным. Это позволяет использовать электростатический пистолет для окрашивания больших поверхностей.








Последовательность действия устройства такова. Электростатическое поле, возбуждаемое разрядником, создаёт внутри камеры разность потенциалов, поскольку внешняя часть корпуса заземлена. Создаются силы, активно перемешивающие смесь, и направляющие её к выходу из камеры, где установлен полый электрод. Его электромагнитная ловушка дополнительно ускоряет поток заряженных частиц, и выбрасывает его наружу с большой скоростью.
Поскольку окружающий воздух имеет собственную влажность, то сила электростатического притяжения практически не зависит от расстояния между заземлённой поверхностью окрашиваемого изделия и пистолетом. В результате заряженные частицы порошка равномерно осаживаются на металл окрашиваемой заготовки.
Иной принцип создания электростатического поля реализован в пистолетах немецкой фирмы Ransburg. Здесь используется центробежное распыление от вращающегося с большой скоростью диска. Для заряда частиц используется скользящий контакт, который имеется на самом диске.
Поток порошка под воздействием центробежных сил разбивается на микроструи, и вытягивается электромагнитной ловушкой, после чего направляется на поверхность, требующую окрашивания. Траектория движения частиц располагается вдоль магнитных силовых линий электростатического поля, поэтому поток всегда получается плотным и равномерным.

Электростатический краскопульт

Электростатический порошковый пистолет функционирует следующим образом: по одному каналу подается порошковая краска, а по другому сжатый воздух, который должен быть сухим и чистым.
Внутри пистолета наблюдается зарядка частиц красящего вещества при мощности 60-70 кВт, что дает им возможность крепиться на поверхность. Таким образом и происходит окрашивание. Практически все порошковые краски эффективно заряжаются, обеспечивая качественность покрытия.
У электростатического способа есть свои недостатки, среди которых нужно отметить возникновение электрического поля между краскопультом и обрабатываемой поверхностью. Это снижает качество напыления порошковой краски на поверхности со сложным рельефом. Одновременно уменьшается толщина покрытия.
Данный эффект называется эффектом обратной ионизации. Чтобы не создать таковой при окрашивании, следует предельно точно рассчитывать расстояние от насадки распылительного пистолета до поверхности, обязательно учитывать электростатические показатели порошковой краски, правильно заземлять устройство и регулировать силу тока.