Хромирование пластика
Металлизация пластика проводится с целью использования материала при:
- производстве разнообразных декоративных элементов, интерьерных и уличных;
- изготовлении решеток, ограждений;
- выпуске изделий промышленного и бытового назначения, включая скобяные изделия, замки, сувениры.
Из хромированного пластика также изготавливают корпуса приборов, внутренние части которых должны быть защищены от нежелательного воздействия электромагнитных излучений. Материал активно используется в автотюнинге – из него производят декоративные элементы машин: бампера, молдинги, диски, отражатели фар и многое другое.
Пластмассу хромируют также нанесением на нее специального тончайшего покрытия. Металлизация проводится в вакуумной среде. Преимуществом готового материала можно назвать привлекательный зеркальный блеск обработанной поверхности пластмасс, исключительную стойкость к коррозии, воссоздание оттенка и фактуры дорогостоящих металлов.
На какие поверхности можно наносить
Вообще, металлизировать таким способом можно любые материалы, которые устойчивы к нагреву до +80 и воздействию специальных лаков. А также материалы не должны быть пористыми, чтобы в процессе металлизации в вакуумной камере не выделялся атмосферный или другой газ, что приведёт к некачественному покрытию. К ним относится плохо обработанная керамика, древесина, бетон. Но даже на них можно нанести таким способом декоративные покрытия, если предварительно загрунтовать специальными составами.
Чаще всего сегодня обрабатываются таким способом предметы из пластмасс и металлов. Этот процесс только усиливает их положительные свойства. Напыление наносится на металлические поверхности изделий, состоящие из различных сплавов. При этом создаётся защита от коррозии, изменяются электропроводные свойства металла в сторону повышения, улучшается внешний вид предметов.
Металлизация пластмасс позволяет изготавливать красивые, практичные изделия из дешёвого сырья. В автомобилестроении пластмассовые детали устанавливают для снижения веса. Решётки радиаторов, корпуса, колпаки колёс и другие детали, к которым не требуется обладание повышенной прочностью, изготавливаются из прочных марок пластмасс и обрабатываются под металл.
У этой технологии, как и у других таких же сложных, имеются свои плюсы и минусы:
- необходимость использования дорогостоящего оборудования,
- большие расходы электроэнергии,
- потребность в просторном производственном помещении для размещения всех приспособлений и для полного технологического цикла изготовления.
Дополнительные расходы средств требуются при этом на технический процесс нанесения дополнительного слоя – защитного лака.
Установки вакуумного напыления представляют собой совокупность устройств, которые последовательно и самостоятельно выполняют ряд функций, необходимых для технологического процесса металлизации.
Основные функции:
- откачка воздуха для получения условий разрежения,
- распыление в определённых условиях металлических частиц на поверхность предметов,
- транспортировка обрабатываемых деталей,
- контроль режимов происходящих процессов вакуумного напыления,
- электропитание и другие вспомогательные приспособления.
Составляющие узлы вакуумной установки:
- Рабочая камера. В ней происходит сам процесс металлизации.
- Источник испаряемых металлов вместе с управляющими и энергообеспечивающими устройствами.
- Системы контроля и управления для регулировки температуры, скорости напыления, толщины плёнки, её физических свойств.
- Откачивающая и газораспределительная система, обеспечивающая получение вакуума и регулировку газовых потоков.
- Системы блокировки рабочих узлов, блоки электропитания.
- Транспортирующее устройство, определяющее подачу-извлечение из вакуумной камеры, смену положений деталей при нанесении металлопокрытия.
- Вспомогательные устройства – заслонки, внутрикамерные манипуляторы, газовые фильтры и др.
Особенности оборудования
Установки для вакуумного процесса нанесения металлического слоя бывают магнетронные и ионно-плазменные. В любых из них необходимо достигать испарения вещества с поверхности металлических болванок, минуя стадию расплава металла.
При сублимационном способе процесс нагрева происходит быстро до температуры испарения, не допуская расплава. Для этого используются нагреватели, способные повышать кинетическую энергию вплоть до разрушения кристаллической решётки. Но некоторые металлы не сублимируют в вакууме, и поэтому с ними стадии расплава не избежать. Поэтому в таких случаях применяются дополнительные системы фильтров.
Способом вакуумного напыления металлического слоя покрываются изделия разных размеров: крупные (до 1 м) и совсем мелкие. Существуют технологии металлопокрытия многометровых тканей и плёнок – они перематываются из одного рулона в другой в процессе напыления в вакуумной камере. Поэтому бывают установки с рабочими камерами разных размеров:
- небольшие – несколько литров,
- крупные – несколько кубометров.
Производство зеркального пластика
Металлизация направлена на получение изделия высокого качества с выраженными декоративными параметрами, прочное, стойкое по отношению к воздействию химических, механических факторов.
Современные технологии позволяют получить новые материалы, способные заменить в интерьере классическое зеркало. Зеркальный пластик — полимеры на базе ПВХ, полистирола, акрила, которые используются в оформлении жилых, офисных, выставочных, торговых помещений, а также клубов, ресторанов. Материалом можно покрывать значительные пространства или декорировать только колонны, потолки, ниши. Также из металлизированного пластика изготавливают таблички, вывески и другие мелкие элементы.
Кроме того, пластиковые поверхности с зеркальным напылением используются:
- в наружном остеклении зданий и сооружений, включая оформление витрин;
- в комнатах для переговоров и других подобных помещениях с целью обеспечения конфиденциальности;
- для обустройства некоторых интерьерных конструкций, например, скрытых коммуникационных каналов.
Чтобы сделать зеркальный пластик, ведется производство методом нанесения металлического тонкопленочного покрытия на основе титана и его соединений, а также некоторых других составов. Технология металлизации позволяет получить на выходе изделие из пластмассы не только декоративное, но также высокопрочное и устойчивое к механическим и химическим воздействиям.
Акрил
Основными преимуществами зеркального акрила являются: его легкость, прочность, устойчивость к ударам, влагонепроницаемость, высокая отражающая способность. Материал отлично гнется (панель толщиной 3 мм гнется с радиусом до 1150 мм, толщиной 6 мм – до 2300 мм), легко обрабатывается. Его можно пилить ножовкой с полотнами для работы с фанерой, сверлится инструментом для мягкого металла, на него можно наносить гравировку. Акрил податлив любому декорированию – его окрашивают, наносят на него изображения методом аппликаций, трафаретной печати, горячего тиснения. Кроме того, он не требует трудоемкого ухода, его можно использовать под воздействием УФ-излучения.
Сфера применения материала:
- в производстве рекламных и презентационных продуктов;
- декорирование интерьеров и витрин;
- изготовление сувенирной продукции;
- оформление вывесок, указателей и других подобных элементов;
- приборостроение;
- производство мебели;
- разнообразное рукоделие.
Оргстекло
Этот зеркальный листовой материал обладает отличными отражающими показателями, податлив любой обработке, включая резку лазером. Он используется для реализации дизайнерских идей, для оформления развлекательных, выставочных и торговых заведений, изготовления разнообразных табличек, указателей, при производстве декоративных элементов. Из-за некоторых особых свойств исходного материала его не рекомендуется применять под открытым небом.
Поликарбонат
Зеркальный поликарбонат отличается высококачественной гладкой глянцевой поверхностью, практически не уступающей традиционному зеркалу. Особенная влагостойкость полимера позволяет использовать его даже в ванных комнатах и других «влажных» зонах.
Характеристики
Данный герметик — это полимерный материал, основой которого является растворитель и жидкий ПВХ.
Прошло немало времени с момента запуска производства по выпуску жидкого пластика. С тех пор рецептура менялась с целью совершенствования, и на сегодняшний день достигла максимального качества.
Идеальное средство для заделывания швов и склеивания различных структур просто не найти. Стыки деталей соединяются с помощью метода диффузной сварки. После затвердения, склеенные элементы становятся единым целым.
Идеальное склеивание происходит с:
- поликарбонатом;
- органическим стеклом;
- жестким пластиком;
- поливинилхлоридом;
- полиэтилентерефталатом;
- жестким ПВХ с наличием алюминиевых профилей и уплотнителя;
Также жидкий пластик выделяется своей химической устойчивостью. Абсолютно исключено даже малейшее изменение оттенка.
Обладает такими полезными свойствами, как:
- Устойчивость к минусовым температурам.
- Низкая теплопроводность.
- Высокий уровень сопротивляемости внешним агрессивным факторам.
Характеристики клея-герметика:
- Наиболее эффективна работа с жидким пластиком при влажности 60-70%.
- Герметик теряет склеивающие свойства спустя 60 секунд.
- При нанесении жидкого пластика температура в помещении не должна превышать 20 градусов и опускаться ниже +5°С.
- Рекомендуемый расход герметика составляет 150 грамм на квадратный метр.
- Достигая температуры выше 300 градусов, клей может воспламеняться.
- Схватывание происходит спустя две-три минуты. Полное затвердевание наступает через 24 часа.
Несмотря на столь серьезные характеристики клея, необходимо заметить, что и он обладает рядом ограничений:
Структура склеиваемых деталей ни в коем случае не должна быть пористой. Поверхности с разными температурными расширениями следует склеивать с предельной внимательностью.
Детали, находящиеся в длительном контакте с водой не рекомендуется подвергать склеиванию ввиду отсутствия положительного результата. При соединении поверхностей из алюминиевых материалов следует производить специальную обработку.







Если есть необходимость получения пластичного шва, то клей-герметик увы не подходит для работы. На низкое качество диффузной сварки может влиять химическая инертность полипропилена и А-ПЕТ.
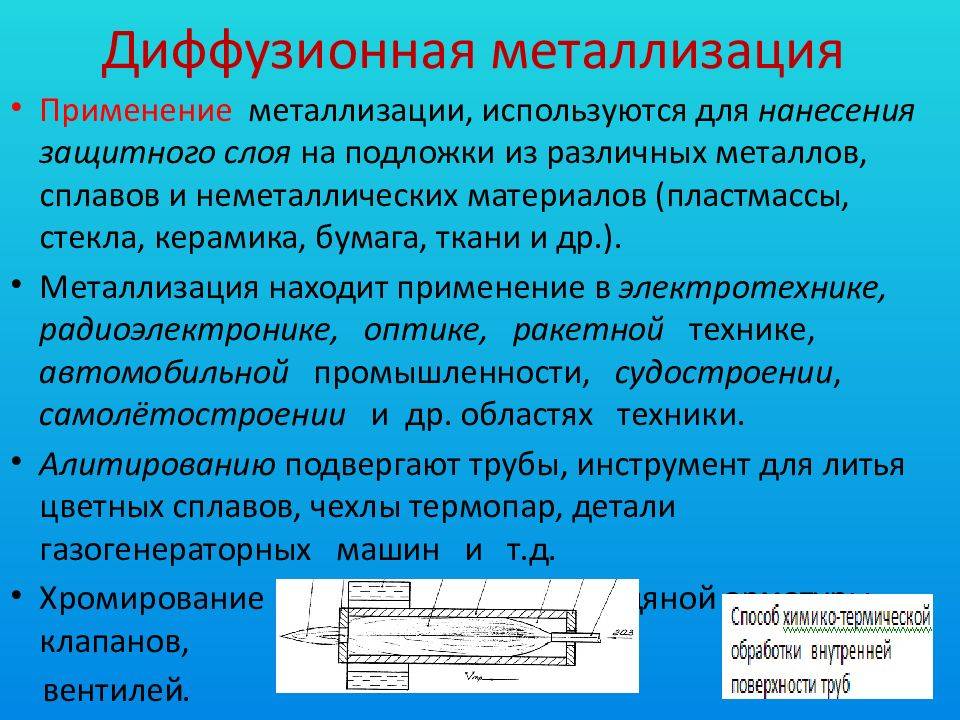
Достоинства диффузионного насыщения металлов
Поверхность диффузионно-металлизированной детали обладает высокой жаростойкостью, поэтому жаростойкие изделия изготавливают из простых углеродистых сталей с последующим алитированием, хромированием и силицированием. Исключительно высокой твёрдостью (до HV 2000) и высоким сопротивлением абразивному износу обладают борированные слои, вследствие образования на поверхности высокотвёрдых боридов железа – FeB и Fe2B; однако борированные слои очень хрупкие. Сульфидирование – поверхностное насыщение стали серой. Для режущего инструмента стойкость повышается в 2–3 раза.
Технологические особенности
У химической металлизации различные цели. Основная — это улучшенные декоративные характеристики изделия после проведения процедуры. Кроме этого, химическая металлизация скрывает дефекты обрабатываемых поверхностей, например, микротрещины и мелкие поры. Иногда с помощью данной технологии восстанавливают поверхность. Общей целью можно считать улучшение характеристик обрабатываемого изделия, а точнее материала, из которого оно изготовлено.

Как правило, происходит улучшение следующих характеристик:
- Декоративных свойств.
- Коррозийной устойчивости.
- Твердости.
- Износоустойчивости и т. д.
Самой важной задачей в выполнении данного процесса является обеспечение оптимальных условий для того, чтобы окислительно-восстановительные реакции протекали правильно. Это сложный химический процесс с вылетом атомов
Конечно, контроль этого процесса провести визуально довольно сложно, но в результате цвет обрабатываемой поверхности изменится — так сразу будет заметна химическая металлизация.
Технология химического способа металлизации следующая: изделие покрывается специальными химическими реагентами, которые вступают в реакции между собой. В результате поверхность покрывается тонким слоем металла. Такое металлическое покрытие может быть не только определенного цвета, но и с несколькими оттенками, с плавными переходами между этими оттенками. Если понаблюдать за химической металлизацией, то можно сделать вывод, что метод не сложный. Сам процесс выглядит как простая покраска поверхности.
Полезные рекомендации
Для гарантирования долгосрочности металлизированного покрытия на пластиковых изделиях нужно придерживаться следующих рекомендаций.
Со временем слой хрома может утратить свой блеск. Чтобы восстановить первоначальное качество хромирования, надо:
- пластиковую деталь тщательно промыть в тёплой воде с применением бытовых моющих средств;
- затем просушить поверхность изделия и натереть её мягкой ветошью, так грубый и жёсткий материал может нанести непоправимый ущерб хромовому покрытию;
- после хромирования пластмасс выполнить финишную обработку детали, а именно — отполировать её поверхности.
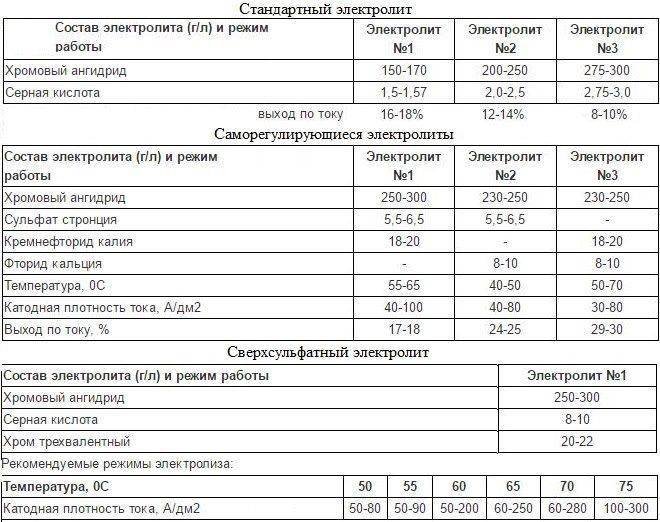
Составы различных электролитов для хромирования
Металлизированное покрытие на пластиковой поверхности, может утратить свое светоотражающее свойство при низких температурах.
Следовательно, хромирование пластика выполнимо даже в домашних условиях, однако требует больших трудозатрат. К тому же, для реализации этой процедуры понадобится не только самостоятельная сборка гальванического устройства, но и приобретение необходимых химических веществ, специальных инструментов и средств защиты кожи, органов зрения и дыхания.
Всё это, определённо, потребует существенных капиталовложений. Поэтому разовый процесс хромирования пластмассы нерационален. Экономически выгодней в таком случае обратиться в специализированную организацию или к мастерам, профессионально занимающимся металлизацией различных пластиковых деталей.
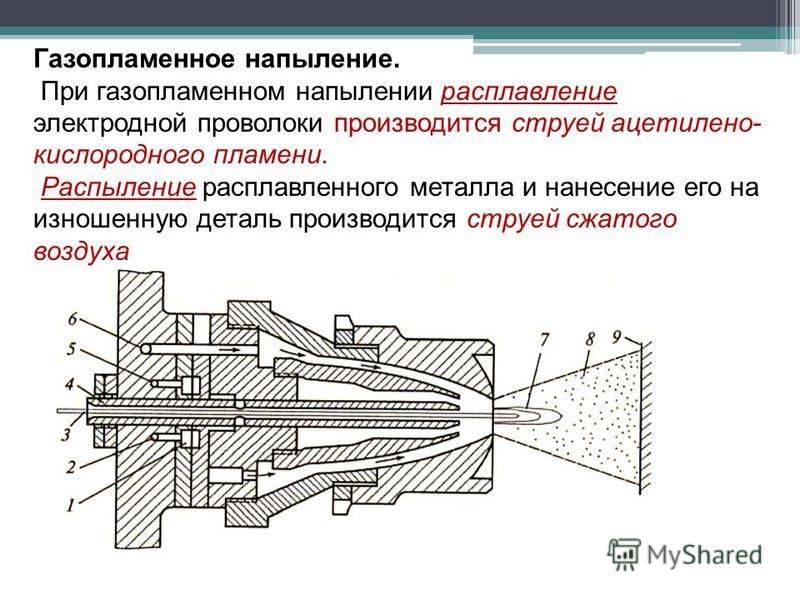
Электродуговая металлизация и её недостатки
К сожалению, есть у этой методики и определённые недостатки. Чем медленней выбрана скорость подачи сжатого воздуха, тем сильнее выгорает металл, используемый для нанесения. Попутно он ещё и окисляется, теряя в своём составе углероды и марганец, что сказывается на физико-химических свойствах. Кроме того, поверхность нуждается в дополнительной обработке, что может затянуть срок проводимых работ. Необходимость очистить и выровнять части конструкции — не самая большая проблема. Дело в том, что электродуговая металлизация
не укрепляет материал. Да и сцепление дополнительного слоя с изначальной поверхностью оставляет желать лучшего, процесс не применим для плоскостей, которые подвергаются постоянному механическому воздействию.
Преимущество
Цели металлизации разнообразны, в большинстве случаев это придание или увеличение определенных качеств:
- устойчивости к коррозионным процессам;
- устойчивости к механическим повреждениям;
- износоустойчивости;
- декоративности.

Качество пленки зависит от состава металла:
самое дешевое цинковое покрытие повышает антикоррозионные качества, активно используется в строительстве для защиты закладных деталей, цинком покрывают стальной лист перед покрытием пластиками и профилированием;
- хром увеличивает твердость, придает жаропрочность, делает изделия привлекательными внешне;
- алюминиевым покрытием защищают детали оборудования, работающего при повышенной температуре (до 900°С);
- покрытие медью или оловом придает благородный вид даже пластиковым предметам;
- серебро образует зеркальный блеск.
При проведении работ основное условие для получения результата — соблюдение технологии.
Химическая металлизация
Химическая металлизация — образование тонкой пленки металла на обрабатываемой поверхности под действием различных химических реактивов. Данным методом можно получить покрытие цинком (цинкование), хромом (хромирование), алюминием (алитирование) и другие. При помощи этой технологии возможно получение ровного слоя металла на материалах с различными видами поверхности: гладкими — стекло, фарфор, полированный камень, или пористыми: дерево, пластик, гипс.
Рабочее место и оборудование
В результате химической реакции выделяется газ, негативно влияющий на слизистые оболочки дыхательных путей, поэтому процесс необходимо проводить в помещении с принудительной вентиляцией или на открытом пространстве.
Из оборудования понадобится:
- эмалированная ванна;
- мерные стаканы емкостью 1 л и 250 мл;
- 3 бутылки по 100 мл;
- одноразовые шприцы на 5, 20, 50 мл3;
- одноразовые стаканы по 50 мл;
- кухонные электронные весы.
Не забудьте обзавестись резиновыми перчатками, респиратором, губками, комплектом спецодежды, так как при работе с концентрированной соляной кислотой требуется осторожность, иначе ожоги неизбежны

Реактивы
В зависимости от материала обрабатываемого изделия и вида покрытия приобретаются реактивы. Для химической металлизации серебром понадобятся реактивы:
- соляная кислота;
- азотнокислое серебро;
- двухлористое олово;
- гидроксид натрия;
- аммиак;
- глюкоза;
- формалин;
- дистиллированная вода.
Приготовление растворов для:
- активации поверхности — двухлористое олово, соляная кислота, дистиллированная вода;
- восстановления — глюкоза, формалин, дистиллированная вода;
- серебрения — азотнокислое серебро, гидроксид натрия, аммиак, дистиллированная вода.
Подготовка поверхности
поверхность готовят в несколько этапов. Пористые и окрашенные изделия ошкуриваются, снимается старый окрасочный слой, поверхность очищается от пыли, промывается и обезжиривается. Обезжирить можно уайт-спиритом, ацетоном или раствором гидроксида натрия в воде t= +40…+60°С. Поверхности протираются губкой с составом для обезжиривания, затем другой губкой промываются дистиллированной водой. Подготовленная поверхность должна полностью смачиваться водой, без сухих пятен — в этих местах дефекты будут неизбежны.





Покрытие изделия активирующим составом
Обрабатываемый предмет равномерно по всей поверхности поливают двухлористым оловом в течение 1 минуты, затем 3 минуты промывают дистиллированной водой.

Металлизация
Для получения равномерной металлической пленки на изделие одновременно и в равном объеме напыляется раствор восстановителя и серебрения. Так как полученная зеркальная пленка очень тонка и не прочна, ее можно упрочнить защитным лаком — прозрачным или тонированным.
Описанный метод напоминает процесс окраски. Существует другой, более сложный способ выполнения работ — электрохимическая металлизация.
Методы металлизации и подготовка поверхности
Разделяют три метода металлизации – физический, химический и гальванический, которые позволяют решать различные задачи и требуют собственных подходов к подготовке поверхности диэлектриков к процессу металлизации. Универсальным, позволяющим получать изделия с максимально возможными характеристиками является гальванический (электрохимический) метод, который разделяют на несколько этапов:
- механическая подготовка поверхности деталей — удаление с поверхности отходов материала, остающихся при изготовлении (формовании или литья), очистка углубленных участков (пазов, отверстий) и т. д.;
- химическая подготовка поверхности – обезжиривание и травление;
- сенсибилизация и активация поверхности специальными составами и реактивами;
- нанесение токопроводящего подслоя химическим методом;
- нанесение гальванического покрытия на металлизированную поверхность.
Задача специалистов гальванического участка состоит в том, чтобы в результате проведения данных этапов были обеспечены основные условия получения качественного покрытия — необходимая чистота поверхности детали, заданная шероховатость и отсутствие на поверхности органических веществ.
Механические методы подготовки поверхности зависят от материала изделия и метода изготовления исходных деталей и сводятся, как правило к несложным операция по механической очистке поверхности от отходов производства.
Обезжиривание поверхности пластмассовых деталей проводится в растворе, содержащем:
- тринатрийфосфат 30-40 г/л;
- натр едкий 8-10 г/л;
- стекло натриевое жидкое 5-7 г/л;
- карбонат натрия 40-45 г/л.
Процесс проходит при температуре 40-500С в течение 3-5 минут.
Адгезионные свойства металлического покрытия во многом зависят от качества травления деталей. В процессе травления на поверхности образуются микропоры, микротрещины которые и обеспечивают достаточную прочность сцепления покрытия с основой. Для травления используется раствор, практически аналогичный по своему составу электролиту хромирования – 100 г/л серной кислоты и 30 г/л хромового ангидрида. Процесс проходит при температуре 600С в течение 1-5 минут.
Полезные советы
Чтобы на выходе получить качественный результат и сохранить эффект надолго необходимо принять во внимание следующие советы:
- если процедура проводится впервые, сначала можно потренироваться на опытном образце;
- если по каким-либо причинам невозможно произвести хромирование в домашних условиях, допустимо хром заменить никелем;
- хромовое покрытие со временем может потускнеть, если это произошло, деталь нужно хорошо промыть в теплой воде с применением бытовой химии, затем изделие просушивают и натирают мягким материалом;
- под воздействием низких температур хромовое покрытие может быстро потускнеть;
- на заключительном этапе не стоит пренебрегать полировкой детали.
В настоящее время в магазине можно приобрести уже готовые детали с хромированным покрытием. Но в некоторых случаях эту процедуру приходится делать самостоятельно. Покрывать раствором можно и пластмассовые, и металлические детали. Процесс обработки сложен и требует подготовки. Однако если знать, как нужно производить хромирование в домашних условиях и позаботиться о безопасности, можно получить идеальную, блестящую деталь и не навредить при этом собственному здоровью.

Л. А. Ерлыкин Металлизация пластмасс (Ерлыкин Л. А. Поделки своими руками. М.:ТРИЭН, 1997г. 192с.)
Имеется несколько способов покрытия пластмасс металлами. Рассмотрим самый простой – химический. По этой технологии покрытие пластмасс металлами не требует каких-либо особых устройств и приспособлений.
Основными металлами, которыми покрывают пластмасcы, служат медь и серебро. Получаемые пленки металлов имеют толщину несколько микрон, но и они дают на пластмассе хорошее блестящее покрытие.
Медью можно покрывать пластмассы по следующей технологии. Поверхность тщательно зашкуривают мелкой шкуркой и обезжиривают. Детали, имеющие выпуклый рисунок, обрабатывают. Сверху на рисунок насыпают абразивный порошок. Тампоном, с легким нажимом, вращательным движением протирают поверхность.
Полиакрилаты обезжиривают в крепком растворе едкого натра в течение 24 час.
Полиамиды обезжиривают бензином.
После обезжиривания детали промывают в дистиллированной воде и обрабатывают в течение 1 мин в 0,5-процентном растворе хлористого олова, подкисленного соляной кислотой (40 г/л). Этот процесс называется сенсибилизацией, в результате его на поверхности образуется пленка гидроокиси олова.
За сенсибилизацией следует процесс активации поверхности в течение 3 мин в растворе азотнокислого серебра (азотнокислого серебра 2 г/л, этилового спирта 20 г/л).
Далее деталь помещают для меднения в один из перечисленных растворов, приготовленных на дистиллированной воде.
Первый раствор:
медь углекислая (основная)……………….180-200 г/л;
глицерин (90-процентный)………………..180-200 г/л;
едкий натр (20-процентный раствор)…..1000 мл
Температура раствора 15-25°C, время обработки – 1 час.
При приготовлении второго раствора сернокислую медь растворяют в половинном объеме воды и к раствору при помешивании понемногу подливают глицерин. В другой половине воды растворяют едкий натр.
Раствор едкого натра понемногу вливают в первый раствор при энергичном перемешивании. Непосредственно перед меднением в раствор вводят 40-процентный раствор формалина из расчета 5-8 мл/л.
Серебром покрывают пластмассы несколько по другой технологии.
Пластмассу обрабатывают так же, как и в предыдущем случае, то есть зашкуривают или обрабатывают порошкообразным абразивом. Моют щеткой в мыльной воде. Промывают дистиллированной водой и в течение 2-3 мин обезжиривают, используя раствор:
хромового ангидрида…………………….100 г/л;
сульфата железа…………………………..10 г/л.
Далее следует промывка в дистиллированной воде.
Все последующие растворы для серебрения готовят на дистиллированной воде.
Сенсибилизацию проводят в течение 2-3 мин в растворе хлористого олова (2г/л).
После вышеперечисленных подготовительных операций пластмассовую заготовку помещают в раствор для серебрения.
Раствор для серебрения состоит из следующих компонентов:
азотнокислого серебра…………………..3 г/л;
едкого натра……………………………….3,5 г/л;
аммиака (25%)…………………………….8 мл/л.







Температура раствора 15-25° C, время обработки – 1 час.
Непосредственно перед серебрением в раствор вводят 2,5 г/л глюкозы.
Слой серебра получается ровным и блестящим. Если слой неоднородный и имеются пропуски, то это объясняется некачественным обезжириванием детали. Вэтом случае слой серебра удаляют и процесс повторяют снова.
Серебро с поверхности пластмассовой заготовки удаляют расттвором:
хромового ангидрида………………………10 г/л;
серной кислоты…………………………….2-3 мл/л.
ПВХ
Цинкование
Хромирование
Полипропилен
Никелирование
Металлизация пластмасс
Подготовка поверхности к покрытию
Оборудование для подготовительных операций
Правила работы на гальванических ваннах
Коррозия и виды защитных покрытий
Этапы вакуумной металлизации:
- Подготовка поверхности: на данном этапе проводится специальная обработка – обдув деталей (удаление частиц пыли), тщательное обезжиривание (удаление различных жиров и следов силикона), обжиг (для увеличения адгезионных свойств). Иногда может потребоваться предварительное грунтование.
- Вакуумная металлизация: предполагает помещение изделий на оснастке (изготавливается индивидуально) в камеру, а так же сам металл, мелкие частицы которого осядут на изделиях. Стандартно используется алюминиевая «болванка» для металлизации. При замене болванки на другой тип металла (к примеру, латунь) детали после выгрузки из камеры уже будут золотого цвета.
- Защита износостойким лаком: применяется в тех случаях, когда требуется получить глянцевую, зеркальную поверхность.
В группе компаний «Хром-Пром» все работы по вакуумной металлизации проводятся высококлассным персоналом с многолетним опытом работы на современном высокотехнологичном оборудовании. Доступные цены и соблюдение сроков выполнения каждого заказа дают нам конкурентные преимущества, которые мы реализуем в виде довольных клиентов и постоянного сотрудничества.

Вакуумная металлизация применяется во множестве областей производства:
- сантехника (кнопки унитаза, гофры, душевые лейки, сливы);
- сувенирная продукция;
- упаковочная тара (флаконы, колпачки, крышки, элементы упаковки);
- светотехнические изделия (хромирование светоотражателей в светильниках, плафонах и прочих элементах осветительной техники);
- фурнитура (дверные ручки, ручки для мебели, опорные ножки, заглушки);
- ритуальные принадлежности;
- электротехнические изделия (нанесение покрытия на крышки мониторов, кнопки, панели и подставки телевизоров, корпуса смартфонов и прочей техники);
- рекламные материалы (здесь применение вакуумной металлизации ограничивается только фантазией дизайнеров);
- автомобильные детали (решетки радиаторов, отражатели фар, колпаки для колес, бампера, молдинги, ручки, кнопки, панели и прочие детали авто);

Вакуумная металлизация используется для защиты детали от эрозии, износа, коррозии, а также экранирования от электромагнитного воздействия. Визуальные свойства напыления имитируют оттенок любого полудрагоценного или драгоценного металла.
Магазин Хром накладок на Авто

Error: API requests are being delayed for this account. New posts will not be retrieved.
There may be an issue with the Instagram access token that you are using. Your server might also be unable to connect to Instagram at this time.