Расчёт требуемого количества материала
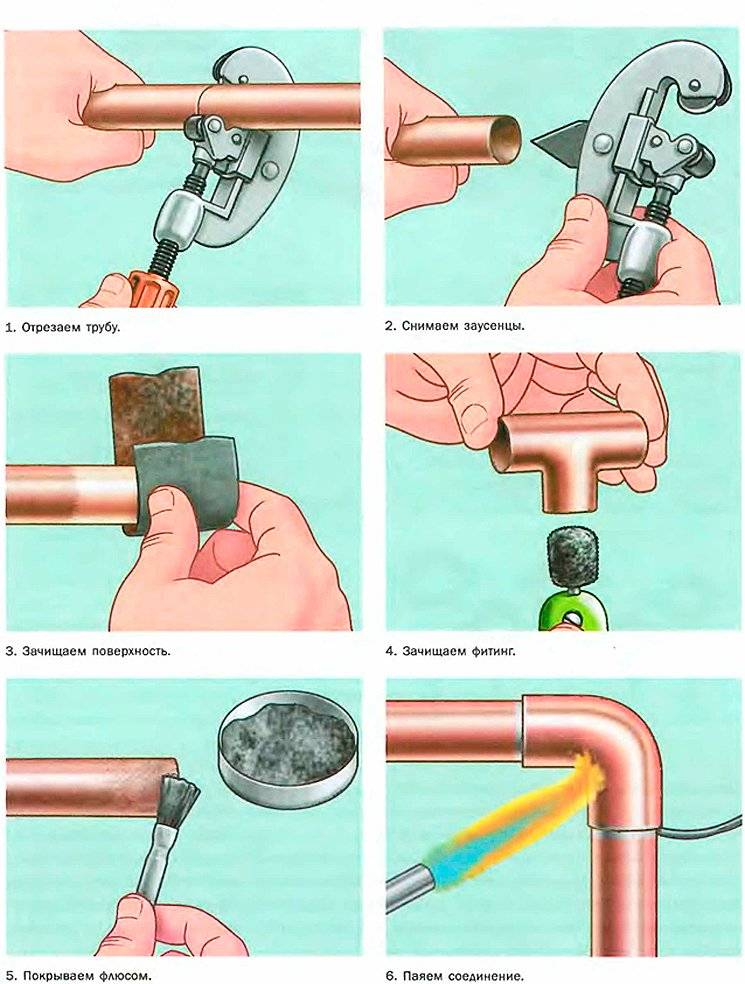
Для расчёта материалов понадобится точно знать размеры конструкции
Также важно определить расстояние между арками. Если в зимний период покрытие постройки планируется демонтировать, то арки могут быть расположены с шагом в 0,9–1 м

Шаг установки арок
Для стационарного строения шаг надо снизить до 0,6–0,7 м. Это позволит защитить изделие от повреждений после сильных снегопадов.
Важно учесть материал для сооружения стяжек, торцевых стенок, двери и окон. Общая длина продольных стяжек рассчитывается путем умножения длины парника на число стяжек. Чаще всего монтируют минимум 5 штук: две нижних, две боковых и одна коньковая
Чтобы усилить конструкцию, рекомендуется предусмотреть установку дополнительных боковых стяжек
Чаще всего монтируют минимум 5 штук: две нижних, две боковых и одна коньковая. Чтобы усилить конструкцию, рекомендуется предусмотреть установку дополнительных боковых стяжек.
На торцевые стенки будут нужны трубки общей длиной 17–20 м. На одну дверь потребуется минимум 5 м трубы, на окно — 2,2–2,5 м. Для удобства можно сделать детальный эскиз, на котором будут обозначены все размеры и число деталей для фиксации. Пример можно увидеть на изображении:

Схема теплицы из труб с указанием расположения деталей
В качестве примера будет рассмотрена теплица следующих размеров:
- длина — 4 м;
- ширина — 2,4 м;
- высота — 2 м;
- длина дуги — 3,8 м;
- шаг размещения арок — 0,67 м.
Для каркаса будут нужны трубы длиной 6 м и диаметром 25 мм. Подобные детали способны обеспечить надёжность и жёсткость конструкции. Для скрепления трубок применяются фитинги 25 мм. Также будет нужен клей.
Список материалов, которые будут нужны для строительства теплицы из пластмассовых труб:
- арматурные прутья;
- крестовина для трубки 25 мм;
- рейки 50х100 мм;
- пластиковые трубы 25 мм;
- косые тройники;
- гвозди;
- полоса из металла;
- саморезы;
- клеящая смесь;
- тройники для труб 25 мм.
Для теплицы данных размеров с двумя дверцами и окнами будут нужны материалы в таком количестве:
- стальной уголок 90° диаметром 25 мм — 16 шт.;
- пластиковая труба длиной 6 м и диаметром 25 мм — 16 шт.;
- широкий скотч или металлопрофиль для соединения (при использовании поликарбоната) — 1 шт.;
- двухплоскостный тройник — 4 шт.;
- крестовина — 5 шт.;
- поликарбонат — 3 листа размером 2х6 м;
- одноплоскостный тройник с углом 90° – 28 шт.;
- двухлапчатые хомуты — 18 шт.;
- саморезы для фиксации поликарбоната с термошайбами — 100 шт.;
- мебельные болты для фиксации боковых стяжек — 36 шт.;
- одноплоскостный тройник с углом 45° – 4 шт.;
- петли для двери — 8 шт.;
- саморезы 24 мм — 48 шт.;
- самонарезающие винты 55 мм — 36 шт.
В качестве материала для покрытия можно применить поликарбонат или плёнку. Если выбран второй вариант, то полиэтилена нужно примерно 8 пог.м. с шириной 6 м.
Инструменты, которые будут необходимы:
- молоток;
- устройство для сварки трубок из пластика;
- ножовка;
- строительный уровень;
- отвёртка или шуруповёрт;
- строительная рулетка;
- ножовка по металлу.
Также рекомендуется подготовить следующие устройства:
- рабочий стол;
- вентиляционная система;
- обогревательный котёл;
- стеллажи;
- полочки;
- конструкция для автоматического полива;
- люминесцентные лампочки;
- градусник с гигрометром.
После подготовки материалов можно приступать к планированию участка и строительным работам.
Наиболее характерные ошибки при сварке
В процессе монтажа полипропиленовых труб, особенно при отсутствии опыта, допускаются ошибки, которых можно избежать, если следовать определённым правилам.
- Недостаточный нагрев паяльника, что вызывает понижение температуры и некачественную сварку, которая, со временем, даст протечку. Избежать этого просто. Перед первой пайкой паяльник должен прогреться при достижении номинальной температуры не менее 5 минут и не отключаться от сети до окончания всех сварочных работ
- Так же некачественная сварка будет иметь место, если не выдержать необходимое для плавления полипропилена время разогрева, в соответствии с таблицей
- Передержка так же вредна, как и недодержка. В этом случае полипропилен сильно размягчается, что вызывает деформацию сварного соединения, и отверстие может оказаться, полностью перекрыто
- Слишком длительное, по времени, состыковывание элементов. Они успевают остыть и сварного соединения не получится
- Использование дефектных комплектующих изделий. На фитингах могут быть трещины или геометрические нарушения формы. Это так же приводит к некачественному соединению
- Нельзя повторно использовать фитинг, если первая пайка не получилась, и изделия свободно разъединяются. Конец трубы так же нужно отрезать
- Не рекомендуется использовать комплектующие изделия от разных производителей, поскольку полипропилен может использоваться разных марок и иметь разную температуру плавления
- Сварка полипропиленовых труб и их монтаж, в принципе, несложный процесс и овладев нужными навыками можно вполне обойтись без услуг сантехников, что позволит сэкономить средства из домашнего бюджета, а так же приобрести новую специальность, которая может стать источником дополнительного заработка.
Характерные ошибки, допускаемые при сварке
При отсутствии навыков часто допускаются ошибки, которые можно избежать, если следовать правилам.
- Аппарат для спаивания полипропиленовых труб должен быть хорошо прогретым, иначе сварка получится некачественной. Перед первой пайкой паяльник следует прогревать не менее пяти минут и не выключать до окончания работ.
- Некачественная сварка будет в случае, если недодержать или передержать элементы в насадках аппарата. В последнем случае пластик сильно размягчиться и отверстие может оказаться полностью перекрытым.
- Нельзя полипропиленовые детали состыковывать слишком долго. Они могут остыть и качественного соединения не получится.
- Если не получилась первая пайка, то фитинги повторно использовать не рекомендуется. Также отрезается конец полипропиленовой трубы.
- К некачественному соединению приводят нарушения формы или трещины на фитингах. Поэтому при покупке их необходимо тщательно осматривать.
- Приобретать следует комплектующие изделия от одного производителя. Связано это с тем, что полипропилен может использоваться разных марок и иметь разную температуру плавления.
Проверка работ, сделанных своими руками
Сначала новая водопроводная система проверяется на наличие течи холодной водой. Если после открытия крана вода капает или подтекает, то следует подтянуть резьбу, проверить качественно ли намотана лента и имеются ли уплотнительные прокладки.
Вторую проверку следует делать горячей водой. Чаще всего течь может быть в гибких трубах, поэтому они осматриваются более тщательно.
При условии грамотного монтажа своими руками полипропиленовых труб, можно существенно сэкономить
Главное – внимание и соблюдение всех правил, ознакомиться с которыми можно, посмотрев видео урок
https://youtube.com/watch?v=HOxBtTVKmFM
Как соединить пластиковые трубы
В первую очередь при установке или замене пластиковых труб необходимо разобраться, какая будет сфера использования, так как соединять пластиковые трубы для водопровода необходимо при выполнении отличных условий от сборки конструкций для отопления или канализации.
Попробуем разобраться в особенностях для каждого участка будущего использования:
водопроводы – здесь в первую очередь нужно определиться будет конструкция внутренней или наружной
Также важно сразу понять температурные показатели проходящих жидкостей (у пластиковых труб максимальный показатель температуры воды не превышает 100 градусов, а давление зачастую не превышает 5 атмосфер). Для построения водопроводных сетей рекомендуются металлопластиковые изделия;
отопительные конструкции – при создании данных систем стоит также учесть место расположения изделий и максимальную температуру жидкостей
До появления металлопластиковых изделий, которые вышли на рынок сравнительно недавно — около 10 лет назад, зачастую для создания отопительных систем использовались полиэтиленовые, поливинилхлоридные и полимерные арматуры. Однако хозяева стали отмечать, что под воздействием температур конструкции начинали деформироваться, чем портили эстетику (при внешнем расположении) или непосредственно стену (если располагались в стене);
канализационные системы – в основном используются конструкции из полиэтилена, ПВХ и полипропилена. Здесь при выборе стоит отдать предпочтение изделиям с большим сроком эксплуатации, не забывая о соблюдении технологий соединения, чтобы сделать этот срок действительно долгим.




Преимущества и недостатки материала
Основными свойствами, дающими положительную характеристику поливинилхлориду и изделиям из него, можно назвать следующее:
- Устойчивость к химическим веществам и различным факторам агрессивного характера.
- Гладкая и ровная внутренняя поверхность, обеспечивающая беспрепятственное движение рабочей среды и исключающая возможность образования засора и отложений различного типа.
- Большой ассортимент комплектующих деталей и фитингов, с помощью которых можно выполнять монтаж трубопроводов любой конструкции.
- Стойкость к образованию очагов коррозии, которые могут стать причиной преждевременного разрушения.
- Долгий эксплуатационный период.
- Быстрый и легкий монтаж труб ПВХ.
- Низкий коэффициент теплопроводности.
- Небольшая масса изделий.
- Низкая степень горючести.
- Полученные соединения обладают высокой прочностью и надежностью, что позволяет использовать системы на местности с плавающим грунтом.

Недостатков у поливинилхлорида всего два:
- Ограниченный температурный режим.
- Необходимость использования специальных фитингов.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Подготовительные работы
Провести демонтаж канализационных труб и прокладку новых коммуникаций в частном доме можно в срок от суток до нескольких дней, в квартире – от 1-2 до нескольких часов. Неграмотный подход и отсутствие плана растянут мероприятие на недели. Потому тщательно подготовьтесь перед началом работ.





- Определите тип, расположение и количество сантехнических приборов, труб и фитингов.
- Составьте схему.
- Просчитайте запас дополнительных деталей, нужных для функционирования системы (метраж конструкции, расход смесей и фитингов считайте с запасом).
- Если в будущем планируется установка дополнительной сантехники с канализационным сливом, рационально оставить для неё отвод с заглушкой. Иначе придется менять систему и проводить демонтаж канализационных труб заново.
- Закупите расходники.
- Согласно схеме рассчитайте длину отрезков, нарежьте трубы, учитывая габариты купленных фитингов.
При разметке пвх-изделия наносите пометки по всей окружности
Как нарезать и зачистить трубы ПВХ
Для резки пластиковых деталей, так же, как при монтаже чугунных канализационных труб, используйте ножовку по металлу.
Алгоритм резки:
- Наметьте место разреза по кругу – так край получится ровным, что обеспечит герметичность соединений.
- Режьте строго под 90°-ным углом.
- Затем концы зачистите наждачной бумагой или ножом.
Учитывайте, что сточная система устанавливается под уклоном, так как канализация работает на основе силы притяжения. Фиксируйте наклон с помощью скоб на стенах. Купить их нужно заблаговременно вместе с остальными материалами.
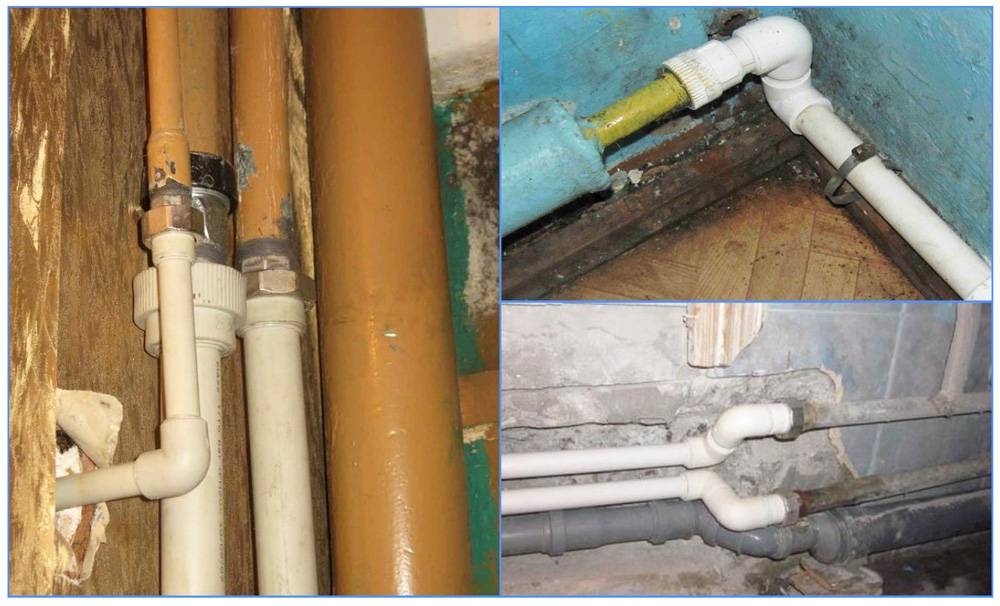
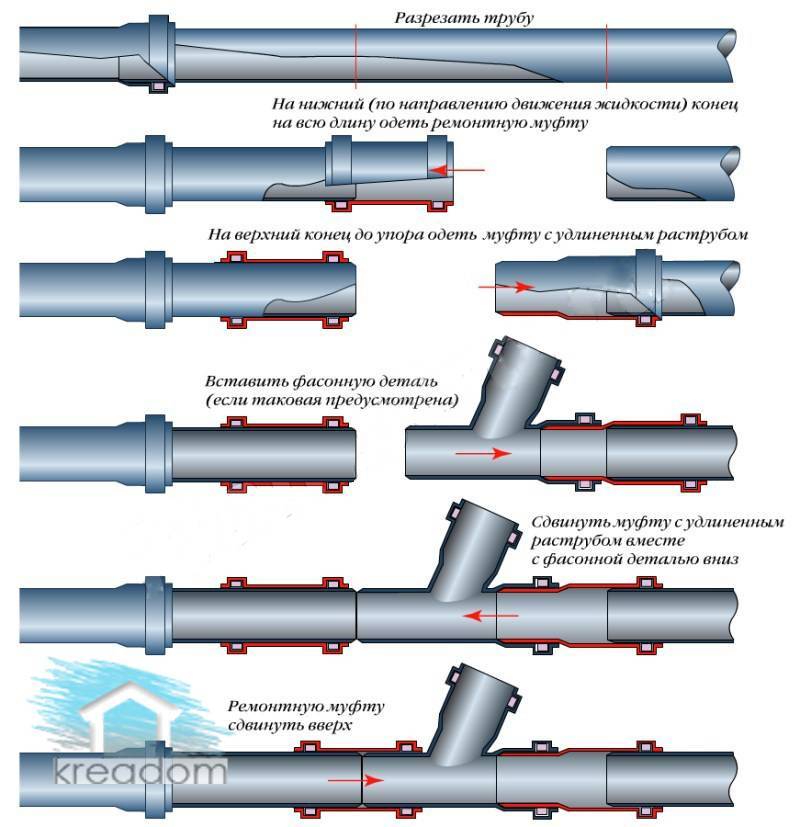
Методы стыковки труб из полипропилена
Если стоит задача обустроить отопление пластиковыми трубами малого диаметра (до 63 мм), на практике способов соединения таких труб существует два:
- раструбная сварка – в данном случае один предварительно расширенный конец трубы помещают в другой;
- муфтовая сварка – здесь концы двух элементов соединяются между собой при помощи муфты.
В случае стыковки труб с большим диаметром (от 63 мм) прибегают к использованию стыковочной сварки. Этот метод монтажа не требует дополнительных соединяющих элементов, сохраняя отличную степень фиксации труб. Также можно применять и подходящие по размеру фитинги (муфтовая сварка). При наличии труб с диаметром 40 мм удобнее применять ручную сварку, а вот элементы большего размера принято состыковывать при помощи специального аппарата, который предварительно осуществляет центровку.
Непосредственно перед началом монтажа отопительной системы стоит еще раз тщательно продумать весь процесс сборки трубопровода. Это позволит избежать в момент работы нежелательных нюансов, которые влияют на итоговое качество сборки отопительной системы.
Схема процесса соединения полипропиленовых труб
Здесь мы обозначим основные нюансы того, как следует производить соединение пластиковых труб отопления:
- Оптимальное время нагрева паяльного аппарата 5 секунд.
- Рекомендуемая температура плавления полипропилена 270°С. Данного параметра можно добиться при помощи специального тумблера, установленного на сварочном аппарате.
- Следует отметить, что технология стыковки труб системы отопления будет изменяться в зависимости от места и времени года. Так, в период минусовых температур либо при монтаже отопительной конструкции вне помещения время нагревания трубы паяльника следует немного увеличить или поднять температуру для плавки полипропиленовых изделий.
- В случае стыковки труб большего диаметра время расплавления материала также несколько увеличится.
- Рекомендуемое время фиксации элементов большого диаметра между собой после их нагрева составляет от 30 секунд и более.
Далее необходимо подробно рассмотреть, собственно, технологию пайки труб из полипропилена:
- После достижения необходимой температуры, на насадки паяльника для полипропиленовых труб – для наружного и внутреннего размера поперечного сечения труб – одновременно надевают и разогревают стыковочные детали (муфта, труба).
- В момент нагревательного процесса на отопительных элементах формируются «отбортовки».
- По итогу нагревательного процесса с насадок снимаются обе части и состыковываются между собой путем равномерного несильного надавливания на них с обеих сторон в сторону друг друга и фиксации в таком положении. Какие-либо вращения и лишние движения во время соединения элементов недопустимы, так как это может нарушить получившийся шов.
- Соединенные элементы следует удерживать на протяжении 30 секунд для более надежного сцепления частей отопительной системы. Необходимо добавить, что бортик должен быть ровным по всей длине соединения.
После полного остывания соединенные детали готовы к использованию.
Параметры сварочного процесса
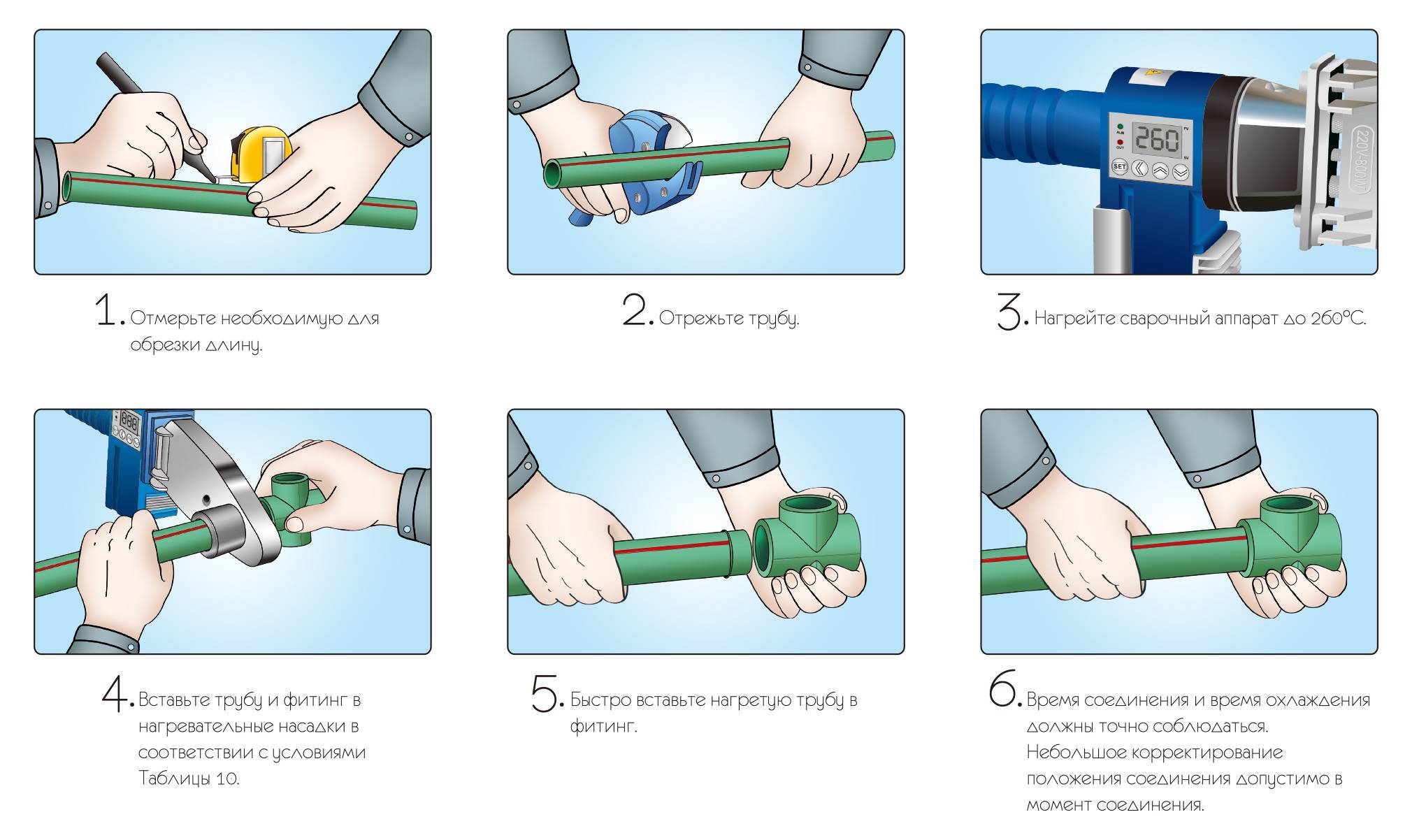
Пошаговая инструкция сварки ПП труб
Установка полипропиленовых труб в квартире выполняется в несколько этапов. Чтобы предотвратить неправильные действия и сделать качественную разводку, нужно придерживаться последовательности действий.
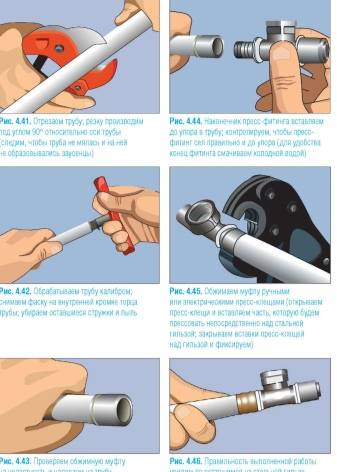
Шаг 1 обрезка труб
Обрезать ППР на монтаж водопровода в квартире своими руками нужно с помощью трубореза. Инструмент обладает широким основанием и может точно держать заданный угол во время резки. Если получится скос, это уменьшит проход фитинга или создаст наплыв.
Шаг 2 обработка трубы и формирование фаски
Завершив обрезку ППР на монтаж трубопроводов, нужно переходить к следующему этапу — обработке трубы и формированию фаски. Такие процедуры выполняются с помощью специальных калибраторов или насадок на электрический инструмент. Два варианта оснащаются режущими элементами, которые создают фаску с базовыми характеристиками.
- Чтобы образовался срез, необходимо надеть трубу на калибрующее устройство и сделать несколько вращений вокруг оси.
- Если конструкция имеет защитное покрытие из фольги, нужно снять его шейвером. Приспособление выполнено в форме цилиндра и предназначается для одного диаметра.
После завершения формирующих мероприятий остается провести зачистку деталей.
Шаг 3 подготовка паяльника
Следующие работы по прокладке трубопровода из полипропилена подразумевают подготовку паяльного оборудования. Пайка ППР на монтаж производится при температуре 260-280°C, однако начинающим монтажникам лучше применять безрегулировочные модели паяльников с рабочим режимом в 260°C. Перед запуском инструмента следует оснастить утюг дорном и гильзой — специальными насадками, — а потом поместить на специальное основание.
Число свариваемых изделий за временной промежуток определяется мощностью оборудования. Однако монтировать коммуникации в домашних условиях можно 800-ваттными приборами.
Если паяльник будет прогрет до нужного значения, на нем появится индикатор зеленого цвета.
Шаг 4 нагрев и соединение деталей
Правила монтажа полипропиленовых конструкций предусматривают использование средств индивидуальной защиты. Они включают в себя резиновые перчатки, которые защитят руки от повреждений при работе с горячим инструментом.
Чтобы прогреть трубу, необходимо применить специальные насадки. Глубина пайки регулируется с помощью маркера — им наносится отметка на трубе, которая будет служить в качестве ориентира при установке изделий.
Существует таблица, в которой отображена продолжительность нагрева и охлаждения припайки конструкций с учетом их толщины. Еще нужно учитывать, что продолжительность процесса будет увеличена на 1-2 секунды при выполнении работ в холодной среде.
Когда детали будут прогреты, их нужно соединить друг с другом, руководствуясь нанесенной маркировкой. Нельзя допускать, чтобы детали поворачивались. Отклонения от нормы возможны только в течение короткого времени. Дальше все ошибки начнут ухудшать качество пайки.






Завершив соединение деталей, следует подождать пару минут, чтобы ПП окончательно остыл. Время этого периода указывается в таблице.
Еще следует оценить свойства внутреннего шва и удостовериться, что наплыв не мешает проходу. Если упустить этот момент, придется повторно спаивать детали.
Для предотвращения ошибок необходимо владеть некоторыми навыками и сведениями о монтаже.
ПНД трубы
 Такие трубы являются универсальными и предоставляют полимеризованный пластик. Проводная арматура такого типа бывает напорная и техническая.
Такие трубы являются универсальными и предоставляют полимеризованный пластик. Проводная арматура такого типа бывает напорная и техническая.
Отличительной чертой является цветная полоса, используемая в качестве маркировки. Синий цвет относится к водопроводным трубам, а желтые к газовым. Технические не имеют маркировки. Форма трубы зависит от диаметра.
Преимущества:
- Стойки к коррозии
- Низкая теплопроводность
- Повышенная износостойкость
- Долгий период эксплуатации
- Экологичность
- Низкий вес
- Не нуждаются в дополнительном обслуживании
- Более низкие цены по сравнению с аналогами
Для монтажа используются:
- Ножовка
- Разводной ключ
- Конусовидный нож
- Соединительные, переходные, «тройные» муфты
- Седелка и заглушка
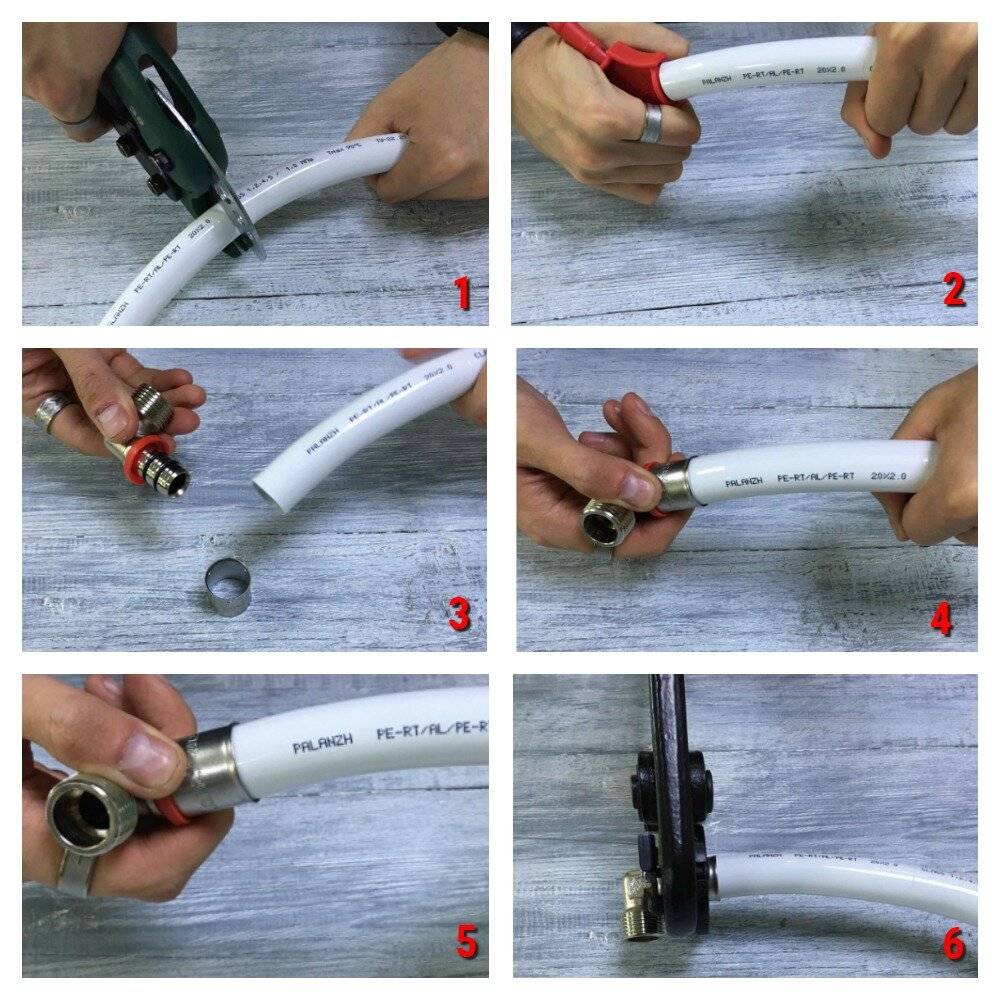
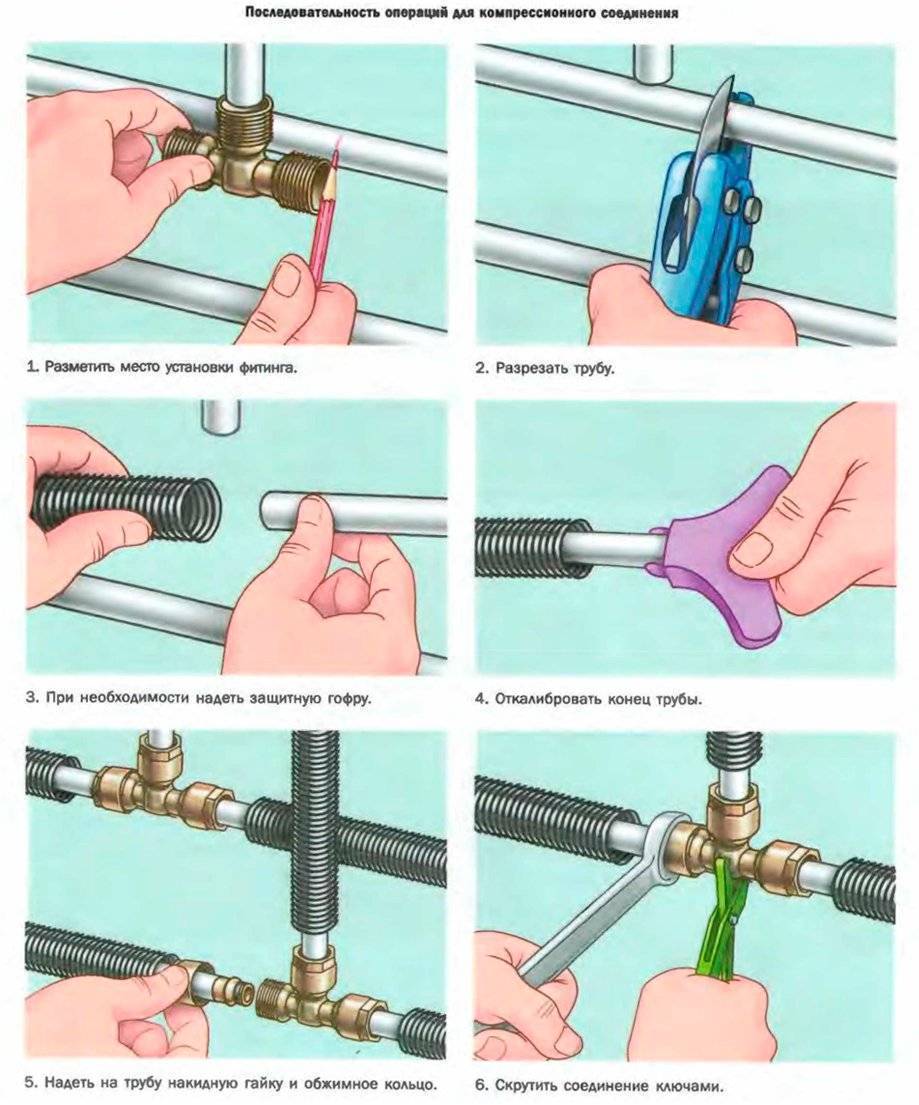
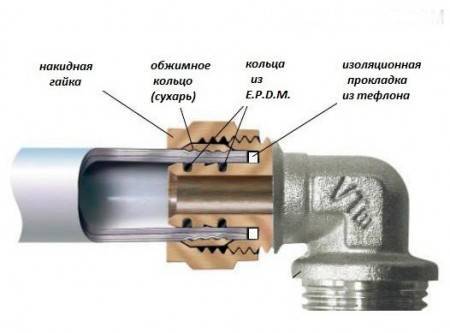
Технология монтаж материала ПНД-труб проходит достаточно простая:
- Вырежьте нужный отрезок трубы.
- Откройте фитинг и наденьте все что в нем есть на трубу.
- Подвиньте к фитингу уплотнительное и зажимное кольцо.
- Затем запрессовывающую втулку.
- Закрепите все крышкой-гайкой.
Крепление можно совершить при помощи электро-хомутов.
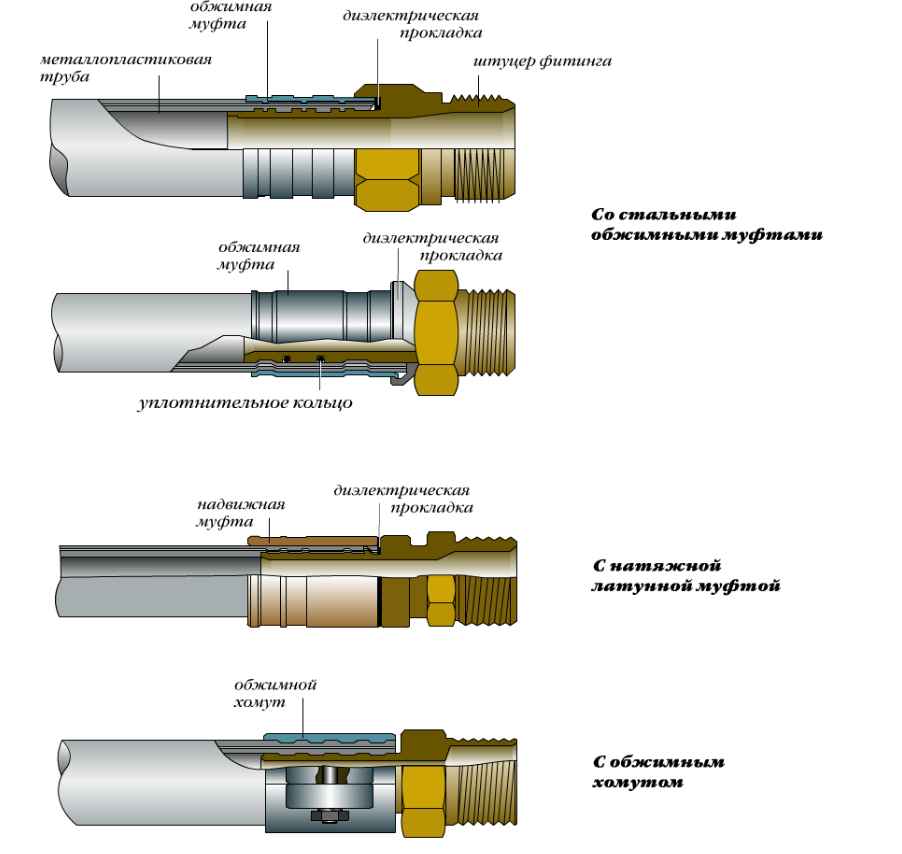
Соединения таких труб может происходить различными способами
Важно учитывать полевые условия. ПНД часто используется в коттеджном и дачном строительстве
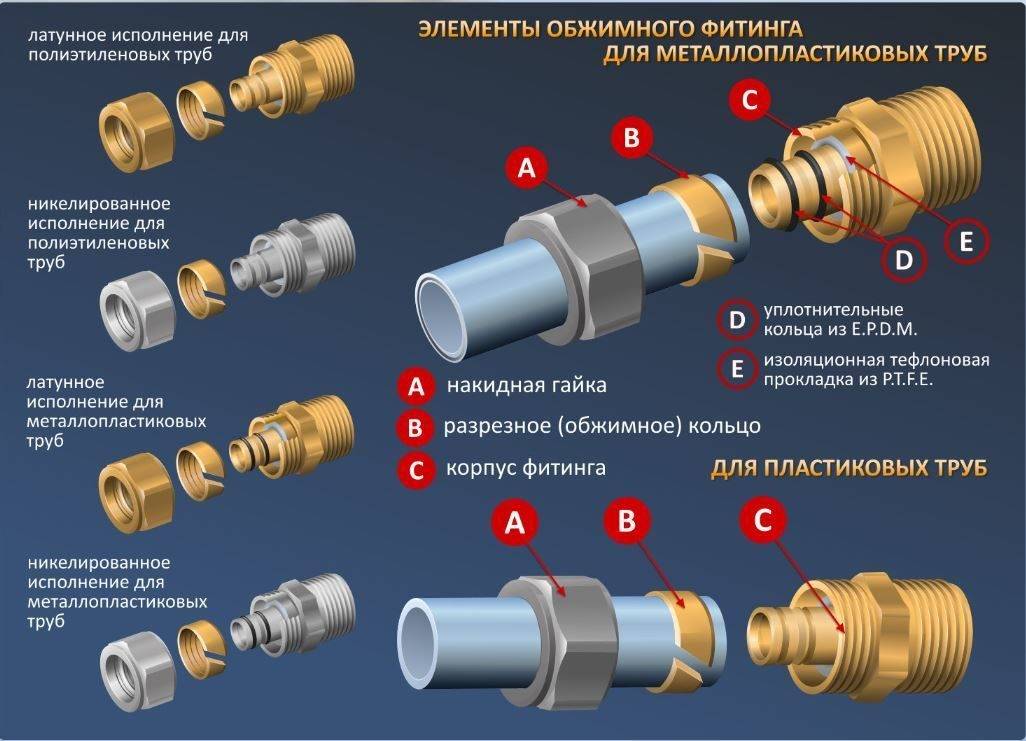
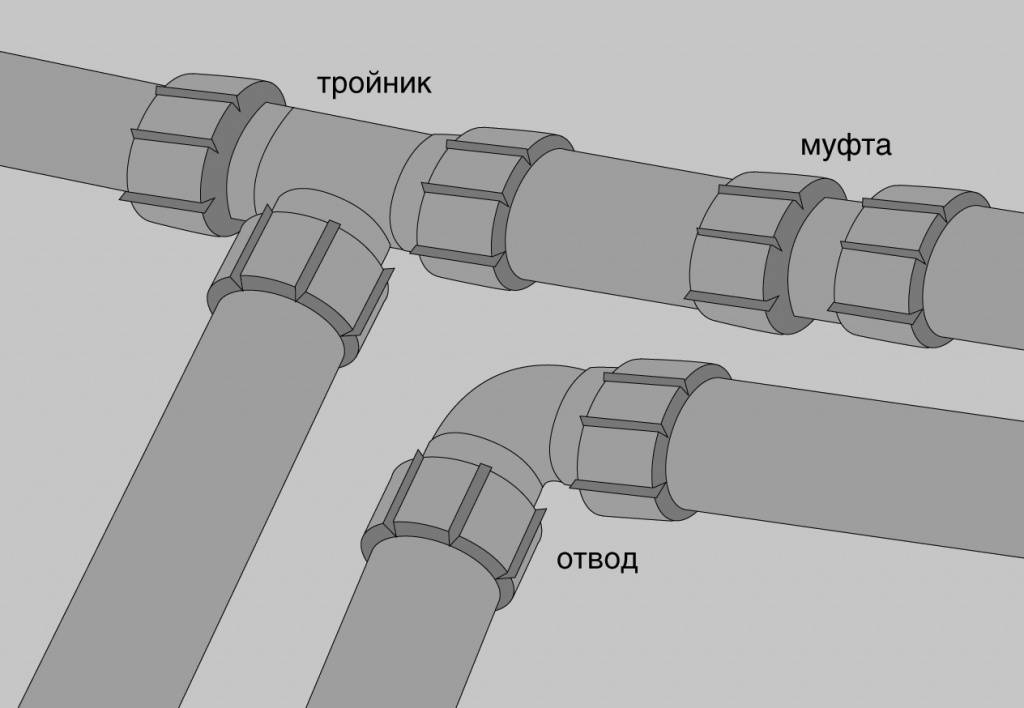
Соединительные элементы для ПП труб
При монтаже используются комплектующие из того же материала, что и изделия:
- Муфты соединяют прямые длинные отрезки труб.
- Тройник используется для разветвления системы.
- Угол – для соединения отрезков под углом в девяносто или сорок пять градусов.
Все дополнительные элементы, которые используются для соединения, переходов, разветвления и поворотов называются фитингами. Они бывают двух видов: резьбовые и ввариваемые (нерезьбовые). Изделия с резьбой разделяются на разъемные и неразъемные. Для обычной стыковки двух отрезков при монтаже системы отопления используются нерезьбовые фитинги. А для присоединения счетчика – фитинги с резьбой.