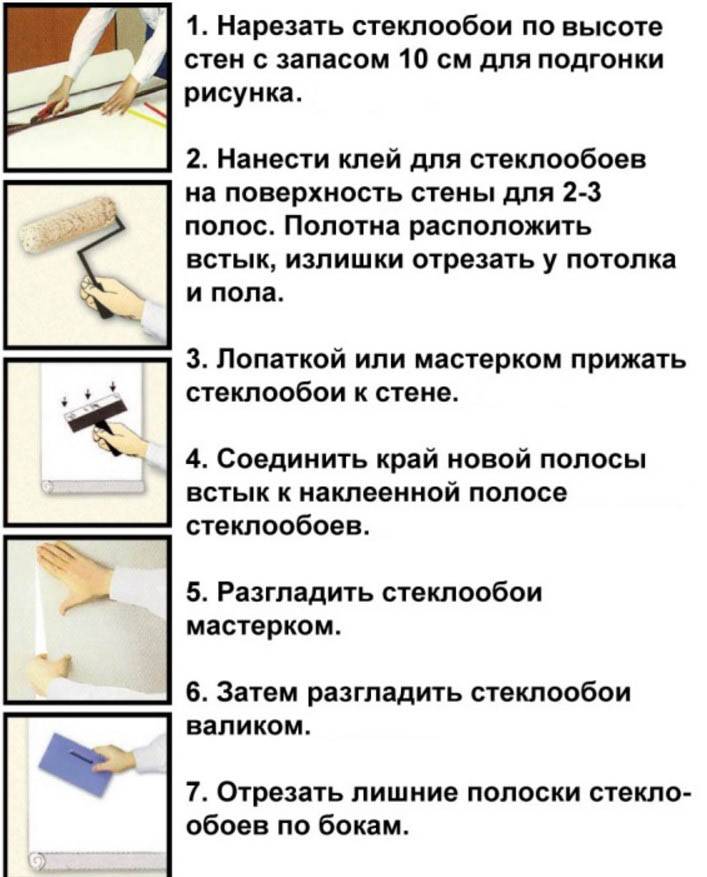
Инструкция по сварке
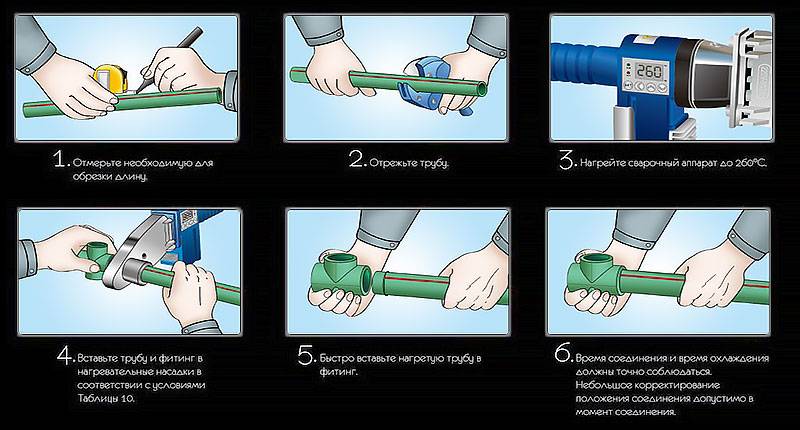
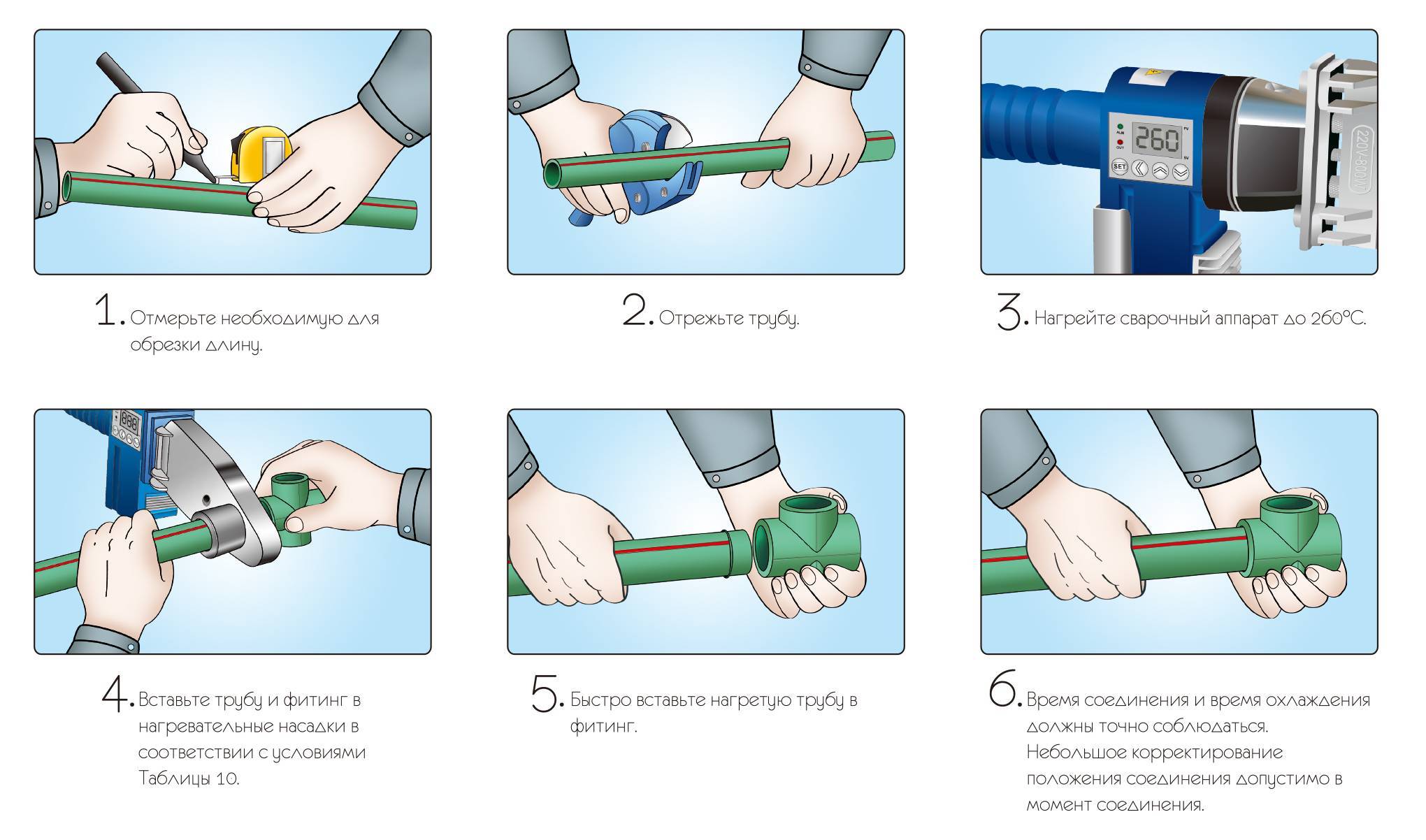
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
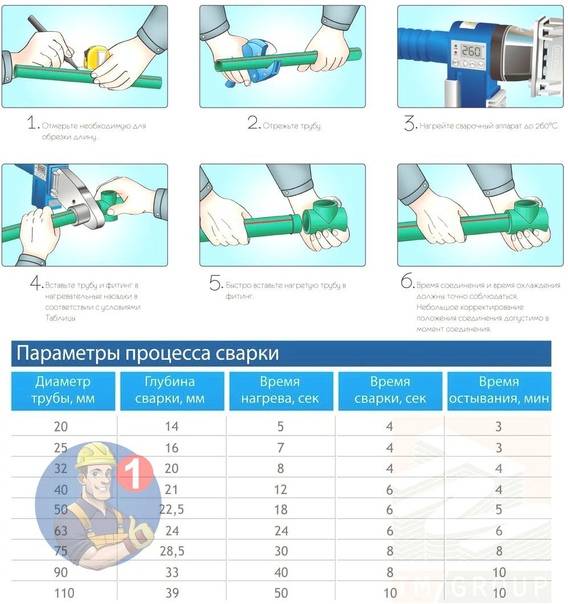
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
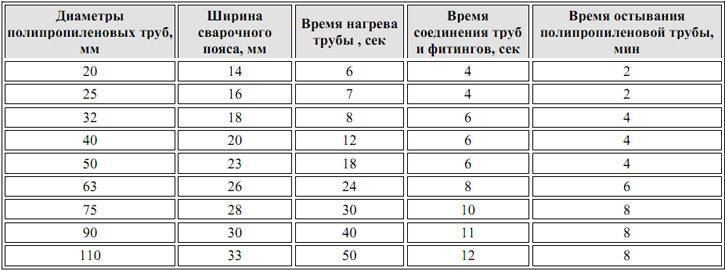
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.








С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
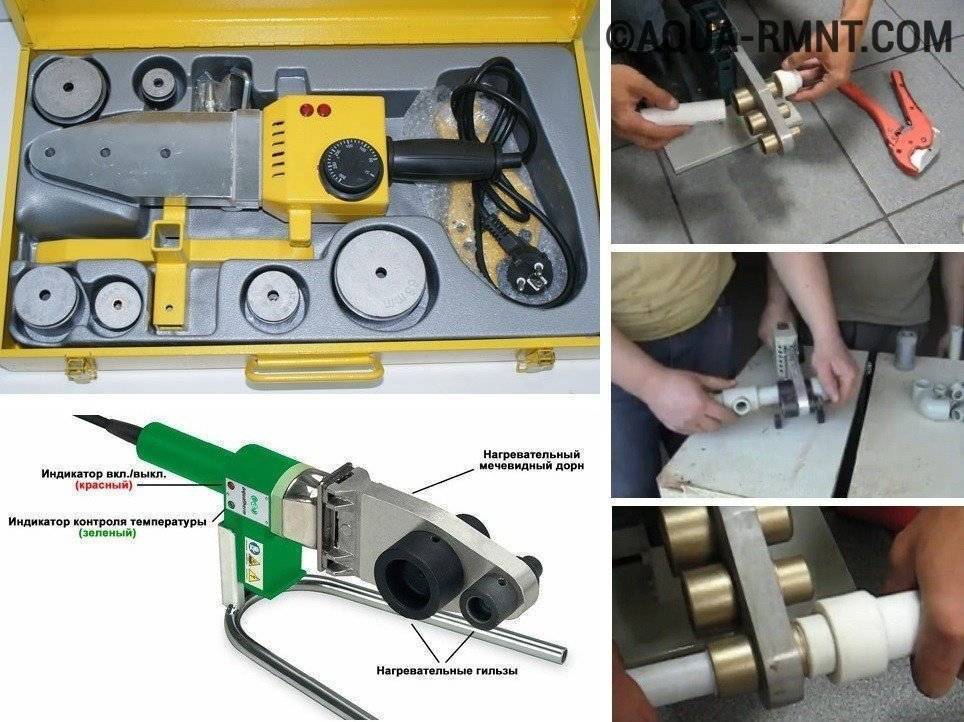
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Сварка пп труб подготовка
Прежде чем приступать к объединению и созданию магистралей. Нужно проверить комплектующие на наличие дефектов и брака. Если повреждений не выявлено, тогда переходите к сравнительному анализу диаметра фитингов с сортаментом трубок – он должен быть идентичным друг другу. Теперь переходим к разделыванию пластиковых изделий. Разрезать их нужно перпендикулярно, это обезопасит от ненужных травм. Армированные трубные изделия требуется зачистить после разделывания, сделать это можно с помощью шейвера. Место разреза необходимо отшлифовать до гладкого состояния никаких шероховатостей и заусениц оставаться не должно.
Этап второй. Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
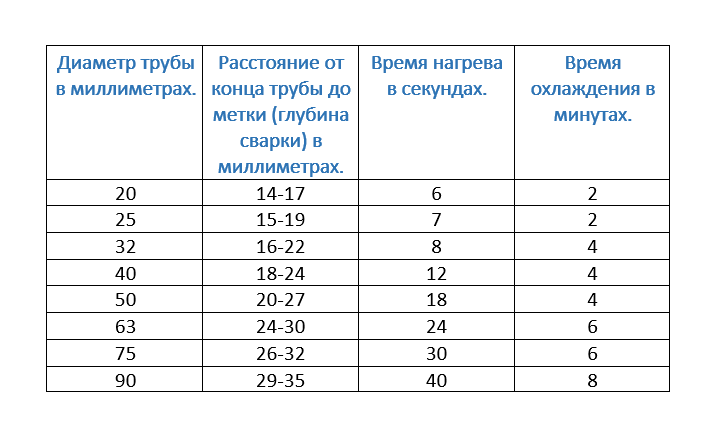
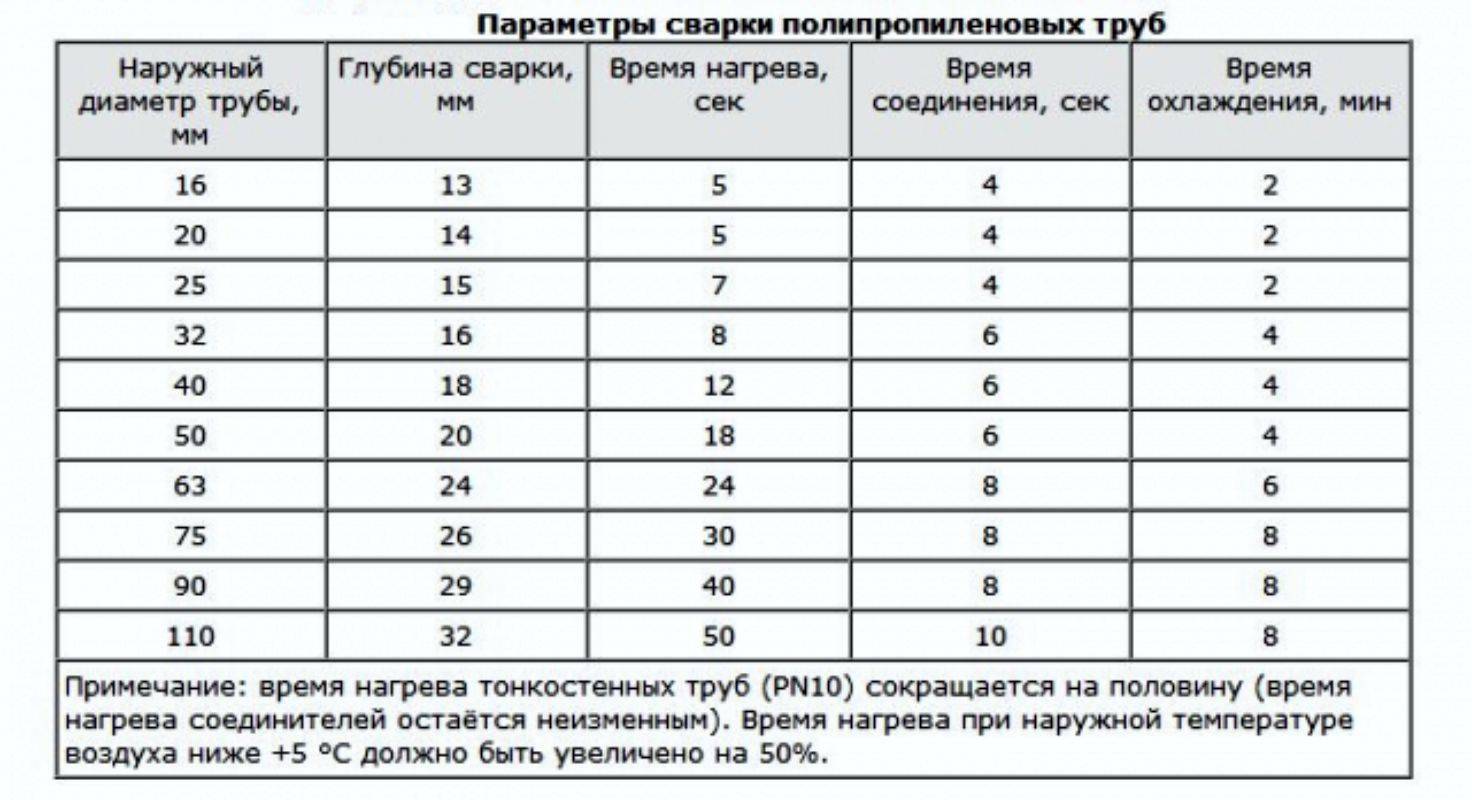
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
Последовательнос ть действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Это интересно: Пайка полипропиленовых труб, таблица температур пайки в зависимости от иных показателей
Как паять трубы
Подготовка
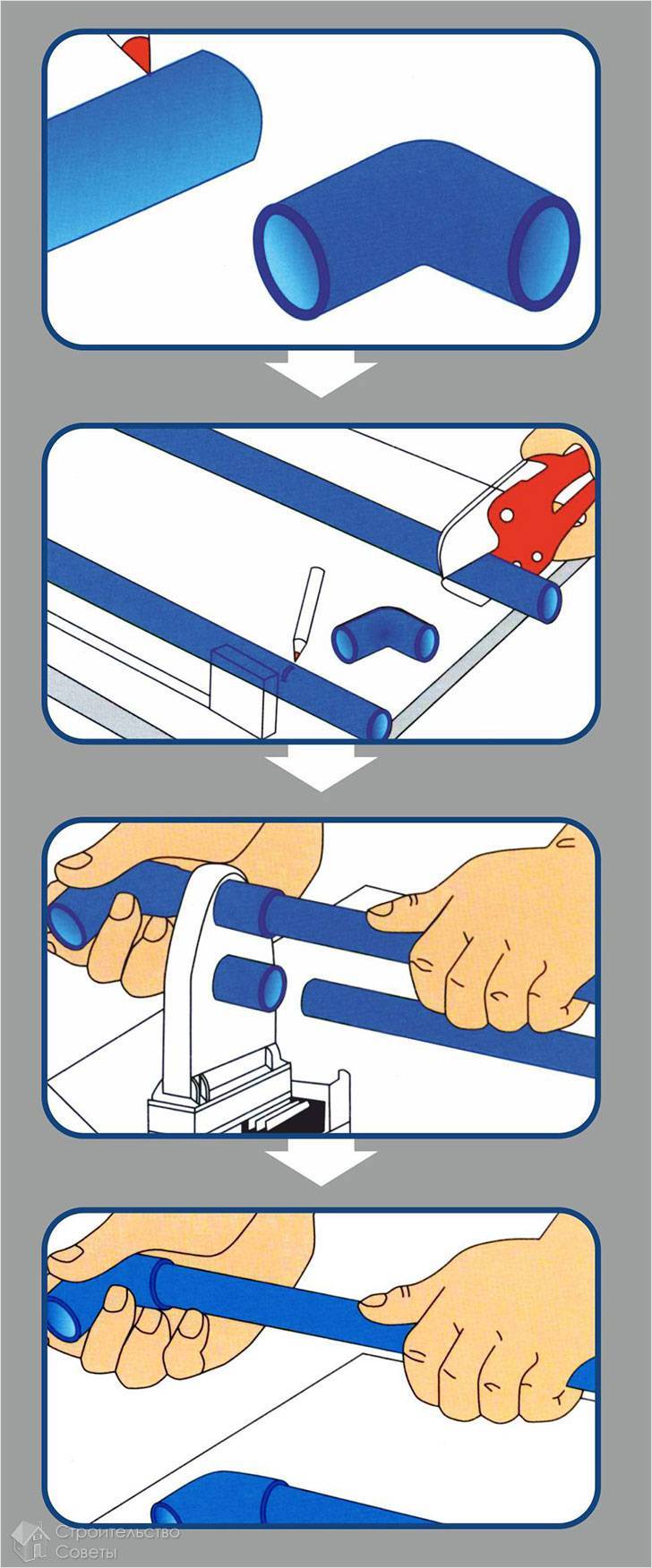
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной





Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
- сварка с кабелями и держателем;
- маска (чаще всего забывается);
- рукавицы или краги (холщевые, брезентовые, замшевые);
- щетка по металлу;
- молоточек для удаления шлака.
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
Полипропиленовые трубы: гост, снип и проверка качества. Правила монтажа полипропиленовых трубопроводов Снип по монтажу полипропиленовых труб отопления
«ГИДРОПЛАСТ» — Ваш надёжный партнёр в области инженерных систем! Обладая многолетним опытом решения задач по комплектации и строительству объектов, предлагаем Вам ознакомиться в нашем каталоге с ценами на трубы из полипропилена и дополнительную продукцию из полипропилена .
Монтаж полипропиленовых труб в России регламентируется положениями ГОСТ Р 52134-2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления», СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование», СНИП 3.05.01-85 «Внутренние санитарно-технические системы», СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» и СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»». В Евросоюзе требования к монтажу полипропиленовых труб устанавливают ряд технических регламентов – стандартов, подробный перечень которых приведен в этом материале .
Основной целью монтажа полипропиленовых труб вне зависимости от исходного материала (гомополимер полипропилена РР-Н, блоксополимер полипропилена РР-В, рандомсополимер полипропилена PPRC) и его модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее ), а также армирования алюминиевой фольгой или стекловолокном является обеспечение эксплуатационных условий, при которых давление и температура транспортируемой жидкости, и температура окружающей среды не вызовут в трубопроводе и его отдельных узлах внутренних напряжений, способных привести к нарушению целостности или остаточных деформаций в трубах, фитингах и соединениях. Первоочередной задачей монтажа полипропиленовых труб остается компенсация линейных температурных изменений в трубопроводе за счет изменения направления трассы и без использования специальных компенсаторов.
В отличие от труб из оцинкованной или нержавеющей стали (см. ) все трубы из термопластов-полимеров (см. этот материал) имеют высокий коэффициент линейного температурного расширения, особенно значительный в системах горячего водоснабжения и отопления.
Для решения этой проблемы трассу трубопровода условно разбивают неподвижными опорами на участки, автономно реагирующие на изменение температуры (или давления) в трубопроводе. Неподвижные опоры (НО) направляют удлинение по оси на скользящие опоры (СО), устанавливаемые в местах изменения направления трассы, которые, по сути, и являются компенсирующими устройствами.
Относительное температурное удлинение участка трубопровода, ограниченного неподвижными опорами для полипропиленовых труб рассчитывают по формуле Δl = 0.15*l*Δt , где:
- Δl – изменение линейного размера участка трубопровода по оси трассы, мм;
- l – длина участка трубопровода, ограниченного неподвижными опорами, м;
- Δt – разность температур трубопровода при эксплуатации и во время монтажа полипропиленовых труб, °С;
- 0.15 – коэффициент линейного температурного расширения труб из полипропилена, мм/м °С.
Важно: Полипропиленовые трубы, армированные алюминиевой фольгой, имеют температурное линейное расширение, на 2/3 меньшее, чем трубы из полипропилена без армирования. Полипропиленовые трубы, армированные стекловолокном, имеют температурное линейное расширение, на 3/5 меньшее, чем трубы из полипропилена без армирования
Линейное температурное расширение труб PN 10,16,20 из рандомсополимера полипропилена и армированных алюминиевой фольгой полипропиленовых труб PP-R для систем горячего водоснабжения и отопления в зависимости от температуры транспортируемой среды можно определить по номограммам (см. ниже).
Рис.Рис.
Скользящие опоры при монтаже полипропиленовых труб, как правило, выполняют из клипсов, одинарных или двойных, соответствующих диаметром DN номинальному диаметру полипропиленовой трубы.
Рис.
СП 40-101-96 категорически запрещает жесткую фиксацию трубопровода при монтаже полипропиленовых труб путем сжатия трубопровода. Поэтому неподвижные опоры могут быть выполнены на базе скользящих опор с ограничением осевого перемещения двумя муфтами или муфтой и тройником.
Рис.
Наиболее часто при монтаже полипропиленовых труб используют компенсирующие изменения направления трассы:
Возможности петлевых компенсирующих элементов в зависимости от номинального диаметра полипропиленовых труб представлены в таблице ниже.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. Особенности торцевателей:
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Совет: по отзывам мастеров хорошо зарекомендовали себя пластиковые торцеватели. Они подходят для обустройства центрального и автономного водоснабжения, отопления.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Монтаж
Для того чтобы увеличить эффективность монтажных работ полиэтиленовых труб, стоит изучить варианты соединения двух изделий друг с другом.
Выделяются следующие методы:
- сварка;
- компрессионные фитинги;
- электромуфтовая сварка;
- фланцевое соединение.
Первый метод используется на практике чаще всего, поскольку имеет высокую степень надежности и образует герметичный и прочный шов между элементами конструкции водопровода. Технология сварки заключается в следующем: торцы изделий подвергают термообработке при использовании сварочного аппарата, после чего скрепляются друг с другом – благодаря этому образуется соединение. Такой способ в особенности актуален при обустройстве подземного трубопровода.
Фитинги являются вторым по популярности способом фиксации изделий между собой. Сегодня в продаже имеются различные компрессионные детали – тройники, муфты, переходные и угловые фитинги. Подобное многообразие дает возможность выполнять переход на резьбу. За чет использования таких элементов можно проложить систему водопровода любой конфигурации. Однако соединение коммуникаций, которые будут располагаться под землей, такими крепежными деталями выполнять не рекомендуется, поскольку фитинги нуждаются в регулярной профилактике.
Электромуфтовая сварка выполняется при использовании специальной разновидности фитингов – муфт. Они имеют в своем составе нагревательные элементы и клеммы. Последние нужны для соединения с нагревательным оборудованием.








Процесс соединения изделий происходит следующим образом: фитинги с обоих концов вставляются в трубы, после чего подключается нагревательное устройство, за счет которого спиральный элемент плавит муфту и основание трубы. В итоге на этом месте образуется прочный неразъемный шов.
Фланцевое крепление применяется при переходе на резьбу. Такой вариант соединения не получил широкого распространения, однако при монтаже водопровода из ПНД-труб для холодного водоснабжения фланцы весьма популярны.
В пользу простого монтажа ПНД-труб говорит и широкий ассортимент соединительных элементов, которые используются в комплекте с трубами. Они дают возможность прокладывать системы любой конфигурации, а также позволяют соединить элементы друг с другом оперативно и максимально надежно. Специалисты выделяют ряд рекомендаций общего характера, которые помогут выполнить монтаж труб из полиэтилена низкого давления без риска допустить ошибку.
Следует выделить несколько основных правил.
Все монтажные работы следует начинать с создания подробной схемы расположения будущей системы водоснабжения. Составленные чертежи помогут провести максимально четкие подсчеты количества труб и соединительных элементов, которые понадобятся для магистрали.
В процессе самостоятельной транспортировки приобретенной продукции необходимо принять меры предосторожности, чтобы избежать ситуаций, в которых продукция может повредиться об острые предметы или рабочий режущий инструмент. Если планируется закладка ПНД-труб в почву, нужно предварительно провести подготовительные мероприятия, связанные с обустройством в траншее подушки из песка, слой которой не должен составлять менее 10 см
Как альтернатива песку, в качестве сырья для подушки под трубы можно использовать гравий
Этот дополнительный слой нужен для того, чтобы обезопасить изделия от риска повреждения стенок об острые края различных предметов, которые могут оказаться в грунте. Перед укладкой труб защитный слой нужно тщательно утрамбовать. Изделия, по которым будет происходить транспортировка холодной воды, должны быть уложены таким образом, чтобы места стыков элементов водопровода были слегка утоплены в насыпную подушку.
Во втором случае работы выполняются для помощи фланцевых либо же раструбных фитингов, которые имеют в своем составе эластичный уплотнитель. Этот вариант приемлем для коммуникаций, в которых движение жидкой среды внутри происходит без участия давления (для труб с диаметром до 35 мм). Для соединения труб разъемным методом нет необходимости в использовании специализированного оборудования либо инструмента.
При соблюдении простых правил трубопровод, выполненный из полиэтиленовых труб низкого давления, сможет обеспечить подачу в жилое строение либо на участок холодной воды в минимальные сроки.