Как производится сварка металлических ферм
Сварка производится либо в заводских условиях, либо на строительно-ремонтных площадках площадке. В заводских условиях изготовление ответственных конструкций, такие как фермы для перекрытия общественных, промышленных зданий, а также объектов.
Как правило, металлические фермы большого пролета делят на отправочные марки (раздел КМ), которые доставляют на строительно-ремонтную площадку. Там производят укрупнённую сборку отправочных марки, а также монтаж согласно разработанной технологии. Длина отправочных марок обычно не превышает 12 метров, это необходимо для безопасной транспортировки отправочной марки по автомобильным дорогам или же иным способом.
На строительной площадке изготавливают менее ответственные, такие как фермы для козырьков входов, для навесов. Простую ферму можно изготовить своими руками, к примеру для гаража, или для теплицы. На сайте mrmetall.ru вы найдете полезную информацию по выбору стали, подбору электродов, а также всю необходимую технику.
Особенности сваривания поверхностей
Весь процесс сварки металлов протекает в две стадии. Сначала поверхности материалов необходимо приблизить друг к другу на расстояние сил межатомного сцепления. При комнатной температуре стандартные металлы не способны соединиться даже при сжатии со значительным усилием. Виной этому служит их физическая твердость, поэтому контакт при сближении таких материалов происходит лишь в некоторых точках, независимо от качества обработки поверхностей. Именно загрязнение поверхности существенно влияет на возможность сцепления материалов, ведь пленки, окислы, а также слои примесных атомов всегда присутствуют в естественных условиях.
Поэтому создание контакта между кромками деталей может достигаться либо за счет пластических деформаций, которые возникают в результате приложенного давления, либо в случае расплавления материала.
На следующей стадии сварки металла осуществляется электронная диффузия между атомами соединяемых поверхностей. Поэтому поверхность раздела между кромками исчезает и получается или металлическая атомная связь, или ионная и ковалентная связи (в случае полупроводников или диэлектриков).
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.
 Проволока и прутки подбираются в зависимости от типа свариваемого материала
Проволока и прутки подбираются в зависимости от типа свариваемого материала
Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.
 Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.
 Газ для сварки нужно подбирать в зависимости от их назначения
Газ для сварки нужно подбирать в зависимости от их назначения
Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.
 Флюсы защищают свариваемые поверхности от окисления
Флюсы защищают свариваемые поверхности от окисления
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.









Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Три основных разновидности
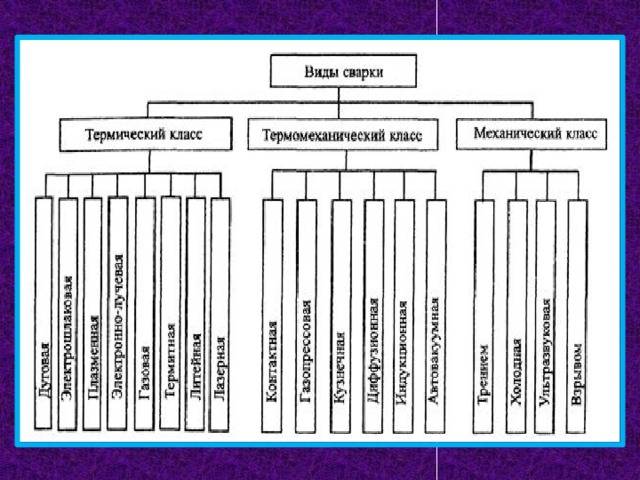
Имеются три разновидности или типа сварки. По методу получения энергии соединения ее делят на термическую, термомеханическую и механическую.
К термической сварке причисляют процессы с использованием электрической дуги, газа, плазмы и других источников теплового излучения. Именно благодаря ему происходит нагрев и сварка.
В термомеханических видах кроме тепловой энергии применяют давление для получения неразрывного соединения.

В механической теплоту получают за счет трения, давления, ультразвука или взрыва.
Виды сварочных работ многообразны и их классификация производится по разным критериям. Классификация идет по способу , по непрерывности процесса сварки, степени механизации, используемым газам. Кроме этого имеются технологические признаки, которые индивидуальны для каждого вида сварки.
Виды сварных соединений подробно описаны в ГОСТ (государственных стандартах). Кроме этого имеется большое количество ГОСТ описывающих виды сваривания, способы контроля сварных швов, меры безопасности при производстве сварочных работ.
https://youtube.com/watch?v=ocJFw1HwOpw
История возникновения и суть сварки
Изобретению термитной сварки способствовала необходимость в разработке метода соединения металлов без участия громоздкого оборудования. В то же время температура нагрева сторон должна быть достаточно высокой, чтобы проплавить толстые стороны материалов и образовать крепкое соединение.
Бекетов Н.Н. открыл явление называемое алюминотермия. Это процесс, при котором металл восстанавливается благодаря окислам алюминия. Для этого алюминиевую стружку смешивают с оксидом железа. Полученную смесь доводят до температуры 3000 градусов, вследствие чего образовывается сталь и шлак.
Ученый Гольдшмидт впервые смог воплотить эту идею на практике сваривания. Он использовал два металлических бруска, зазор между которыми заполнил горящим термитным порошком. Образовался монолитный шов приемлемого качества, а шлак всплыл на поверхность и разошёлся по сторонам. При этом его отделение было довольно свободным.
Что такое термитная сварка на деле, легко понять после ознакомления с видео. В настоящее время применяют 23% алюминиевой крошки и 77% окиси железа. Грануляция состава не превышает пол миллиметра в диаметре. Поджиг осуществляется специальным запалом. Благодаря горению происходит химическая реакция, высвобождающая большое количество тепла. При этом оксид железа преобразовывается в чистый металл, а второй компонент образует окислы и составляет шлак.
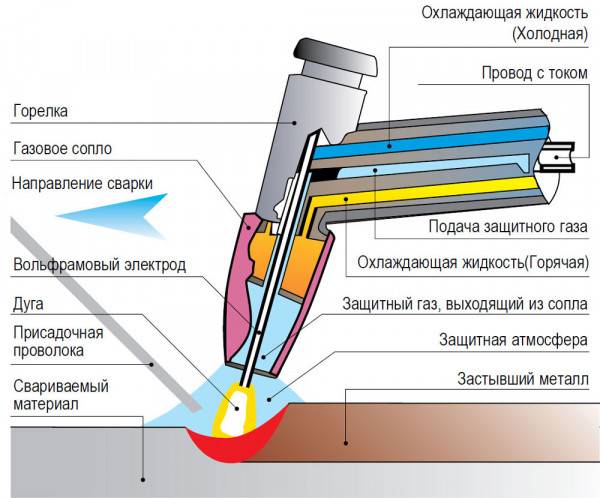
Выбор режима аргонодуговой сварки и ее основных параметров.
Режимы аргонодуговой сварки выбираются, исходя из условий сварки
А для того чтобы выбрать наиболее подходящий в том или ином случае режим, необходимо обращать внимание на несколько важных параметров
Род и полярность тока.
При аргонодуговой сварке применяют ток прямой полярности. Ток обратной полярности в данном случае не может считаться пригодным, так как он сопровождается следующими особенностями:
- напряжение дуги увеличивается, а вот ее устойчивость становится меньше
- также уменьшается стойкость электрода, в результате чего он больше нагревается и быстрее расходуется.
Что касается рода тока, то в большинстве случае в аргонодуговой сварке используется постоянный ток. Переменный ток применяется только в том случае, если сварке подвергается алюминий, магний, бериллий или их сплавы.
Величина сварочного тока.
Величина сварочного тока при аргонодуговой сварке зависит от диаметра электрода, свариваемого металла, а также от рода и полярности тока. Точные значения сварочного тока приведены ниже в таблице:
Диаметр электрода (мм) | Переменный ток (А) | Постоянный ток прямой полярности (А) |
1-2 | 20-100 | 65-160 |
3 | 100-160 | 140-180 |
4 | 140-220 | 250-340 |
5 | 200-280 | 300-400 |
6 | 250-300 | 350-450 |
Напряжение на дуге.
Этот параметр режима сварки зависит от длины сварочной дуги. Для того чтобы сократить ширину шва до минимальных значений, увеличить глубину проплавления и гарантировать надежную защиту сварочной зоны газом, рекомендуется применять минимально возможную длину дуги при сварке. Идеальной считается дуга длиной от 1,5 до 3 мм – напряжение на дуге такой длины составляет 11-14 В.







Скорость сварки.
Выбор скорости сварки производится в каждом случае индивидуально – это делает сам сварщик, исходя из формы и размеров сварного шва, который получается в процессе сварки.
Расход защитного газа.
Этот параметр зависит от того, какой металл подвергается сварке – существуют специальные нормативы расхода защитного газа для каждого конкретного металла. Количество газа, подготавливаемого для сварки, при этом необходимо подбирать таким образом, чтобы его хватило на весь процесс сварки, а его струя была достаточной для защиты всей сварной ванны.
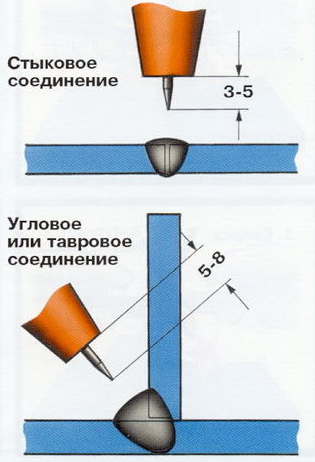
Расстояние между концом присадочного материала (электрода) и соплом горелки.
Это расстояние выбирается в зависимости от разновидности сварного соединения. При сварке стыковых соединений расстояние между концом электрода и соплом горелки должно составлять от 3 до 5 мм, а если речь идет о тавровых или угловых соединениях, то оно составляет от 5 до 8 мм.
Для того чтобы обеспечить полную защиту металла от попадания в него влаги из окружающего воздуха, а также от пыли и других посторонних включений, чаще всего в аргонодуговой сварке применяют не чистый аргон, а с добавлением кислорода, который просто сжигает все посторонние примеси или превращает их в соединения, не способные попадать в сварной шов. А все работы могут проводиться как в ручном режиме, когда и присадочный материал, и горелку держит сам сварщик, так и в автоматическом режиме, при котором присадочная проволока и горелка подаются к месту сварки с помощью автоматических приспособлений.
Применяемое оборудование

Основу оснастки составляет тигель, который обеспечивает возможность работы с термитами, в том числе по нему производится слив и расплавленной металлической массы. Данный элемент может быть выполнен из керамики или вольфрама, в зависимости от требований к температурному режиму. Отдельно подготавливаются и формы для отливки. Специальные матрицы позволяют работать с широким спектром расплавленной основы. Также следует подготовить оборудование для термитной сварки в виде зажимных и фиксирующих приспособлений для массивных конструкций, специальный резак и технический карандаш, предназначенный специально для данного рода операций. В зависимости от условий проведения работ и требований к результату может потребоваться специальная горелка для инвертора и термометр.
Категории флюсов
Флюсом называется вещество или смесь, предназначенная для нанесения на участок пайки, для защиты основного металла от действия окислительных процессов. В плане эстетики, флюс дает более ровный шов, качества — увеличивает крепость соединения.
Пользуясь отдельно упоминаемыми материалами, обращают внимание на то, что флюс должен плавиться при меньшей, чем у припоя, температуре. Это отразится качественным результатом валика
Промышленность выпускает флюсы нескольких категорий — активные и химически пассивные.
Активные

Химически активный флюс содержит кислотные компоненты. Последние предназначены для уничтожения налета окислов либо следов коррозии. Таковыми химикатами может быть соляная кислота, дихлорид цинка, называемый паяльной кислотой.
Очищенная кислотами поверхность детали от старой пайки не будет окисляться, подвергаться коррозии.
Однако любое вещество содержит равное количество позитивных и негативных факторов. Химически активные жидкости при неумелом их использовании разъедают металл, слоистые композитные материалы, часто используемые в радиоэлектронных схемах.
Случайное попадание кислоты на кожу вызывает сильный ожог, что делает ее допустимой для использования только мастерами.
Нежелательно применять подобные химикаты в повседневной бытовой пайке. Для соединения же деталей электротехнических приборов и устройств рекомендуется так же избегать подобных флюсов. Это предостережет текстолитовые платы от разъедания.
Пассивные

Химически инертные вещества используются в быту значительно чаще, чем активные. Первые не выражены яркими окислительными факторами, чем вторые, что представляет меньшую опасность для работы с электронными платами, радиоэлементами.
Однако пассивные смеси удаляют только поверхностный жировой налет и загрязнения, не предотвращая детали от возможной коррозии. Хотя для ремонта радиоприемника, плеера или телевизора этого не нужно.
Особенности использования термитной сварки
Эта технология позволяет одинаково легко сваривать чёрные и цветные металлы без применения дополнительного оборудования. Востребованность термитной сварки обусловлена преимуществами в сравнении с другими видами:
- меньшим временем проведения работы;
- эстетической привлекательностью, высоким качеством швов;
- небольшими трудозатратами;
- не требуется высокая квалификация;
- термиты свободно продаются в специализированном магазине по невысокой цене;
- возможность использования на удалённых объектах и длительных поездках, так как электроэнергия или газовые баллоны не нужны.
К недостаткам следует отнести высокие требования к технике безопасности
Поскольку термитные смеси являются легковоспламеняющимися веществами транспортировать и хранить их нужно с особой осторожностью. При проведении работ необходимо исключить возможность попадания любой жидкости в горящую смесь, поскольку она может взорваться
По этой же причине запрещается поджигать шихту от дуги. Сварку разрешается проводить при температуре не ниже 10⁰C.






Термитная технология не так популярна как электродуговая сварка, однако её вполне достаточно для использования в небольшой домашней мастерской для мелкого ремонта и восстановления деталей. Ничего сложного для освоения нет, научиться для начала пользоваться термитным карандашом сможет любой. К рекомендациям по самостоятельному изготовлению термита не стоит прислушиваться, так как полученная смесь может взорваться.
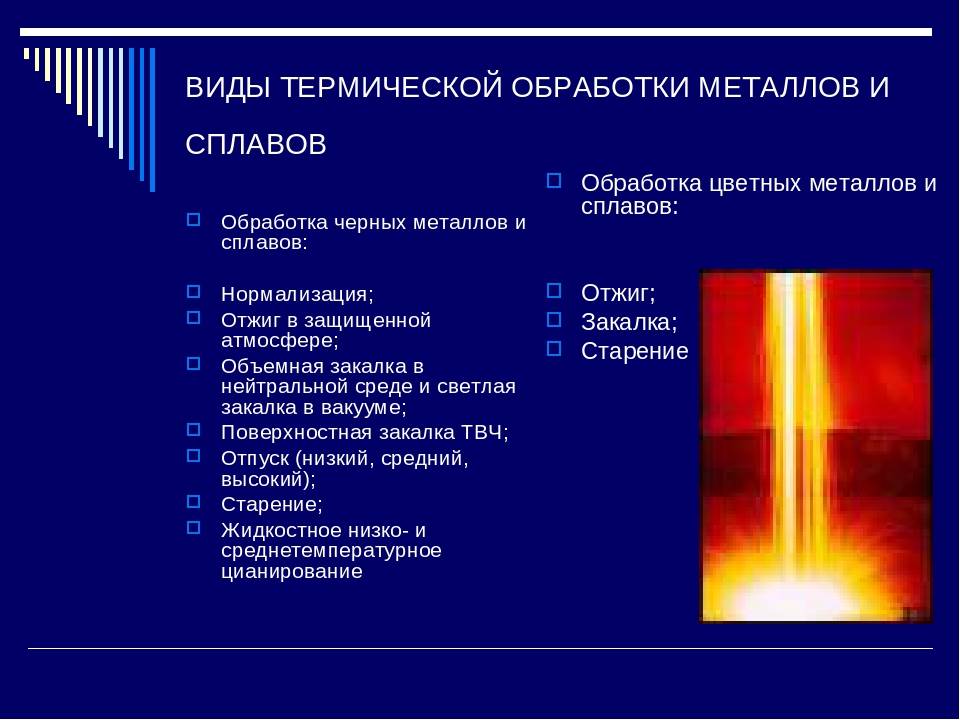
Виды термической обработки сварных швов.
Выделяют два подвида термической обработки. Собственно обработка сварных швов, так называемая местная обработка. А также существует полная термообработка сварного изделия. Во втором случае полностью конструкция, которая подвергалась сварке, равномерно нагревается и потом охлаждается.
Обработка швов выполняется специалистами разными способами – это:
- индукционный (наиболее распространенный);
- радиационный (посредством газовых или электрических источников);
- комбинированный и другие.
Кроме способов проведения обработки, выделяют и некоторые ее виды:
высокий отпуск;
- нормализация;
- аустенизация;
- термический отдых;
- «улучшение» (комбинация двух видов: нормализации с высоким отпуском);
- стабилизирующий отжиг.
Остановимся немного подробнее на отдельных видах. Во-первых, поговорим о нормализации. Это процесс термообработки с более быстрым охлаждением (что отличает его от обычного отжига). Отметим, что нормализация, обычно, проводится на открытом воздухе.
Следующий вид термообработки швов – высокий отпуск. Он наиболее популярен среди специалистов. Особенно часто его используют в условиях монтажа конструкций. Заметим, что данный процесс позволяет значительно понизить уровень остаточного напряжения – практически на 90 процентов. Высокий отпуск представляет собой процесс, при котором сварной шов выдерживается под температурой, достигающей триста-четыреста градусов. Процесс длится целый час. После нагревания шов довольно медленно охлаждают до трехсот градусов. И завершают этот процесс уже на воздухе.
Еще два вида обработки предназначены для хромоникелевых и нержавеющих сталей. Речь идет о стабилизирующем отжиге и аустенизации. Что касается последней, она представляет собой довольно сильный нагрев шва и последующее его охлаждение на воздухе.
Стабилизирующий отжиг – это нагревание шва до температуры, равной 970 градусам. Дальше изделие охлаждается также, как при аустенизации. Особенность этого способа термической обработки шва в том, что структура шва оптимизируется, что значительно снижает возможность того, что шов потрескается или подвергнется коррозионным процессам.
В заключение отметим, что выбор вида и способа термической обработки сварного шва напрямую зависит от свариваемого материала: для разных видов металлов подходят определенные способы и виды термообработки.
Виды термитной сварки
Сварка, во время которой применяется специальный порошковый термит из алюминия и железа, может производиться при помощи тигельного и муфельного способа. Первый способ также имеет другое известное название – алюминотермитная сварка. Она часто используется при установке заземляющих контуров, металлических конструкций.
Стоит отметить! Перед проведением сварки делается термит из оксида железа и алюминиевого порошка в пропорциях 70:23. Во время его сгорания стыки деталей соединяются расплавленным железом, который восстанавливается из окалины.
Алюмотермитная сварка часто применяется при проведении ремонта поврежденных поверхностей методом наплавки. Главное преимущество данной технологии состоит в возможности сваривании чугунных элементов без образования стыков. Но ее невозможно применять для наложения швов на алюминиевые изделия, в этих случаях стоит использовать муфельный сварочный процесс.

При проведении термитной сварки своими руками оказывается высокая температура, которая вызывает сильное расплавление алюминия, в результате этого он начинает испаряться. Муфельная технология проводится с использованием термита на основе магния, при повышенных температурах он не растекается, а впитывается в поверхность и образует ровный шов.
Технология термообработки
При проведении термической обработки учитывается длина шва, соблюдается равномерность прогрева соединения и прилегающих областей, выбирается подходящая скорость и температура нагрева, устанавливается время продолжительности нагрева (также называется выдержкой) и устанавливается скорость охлаждения.
Термообработка сварных швов трубопроводов начинается с того, что шов изолируют с помощью теплоизоляционного материала. Например, при применении газопламенной горелки шов обматывается слоем листового асбеста толщиной 2-3 сантиметра. Только затем происходит монтаж самой горелки. Тот же принцип и при сварке индукционными приспособлениями или нагревательными элементами.
Чтобы сварные швы не теряли тепло изоляционные материалы должны быть прочными и теплостойкими одновременно. При этом они должны иметь малый вес, легко изгибаться. В таблице ниже описаны основные теплоизоляционные материалы, применяемые при термообработке. Также указана из температурная область.

Обработка сварного шва доверяется только специалистам. Специалист проходит предварительное обучение и только после этого приступает к работе. При этом процессом должен руководить старший мастер. Специалист обязан не только правильно подобрать и установить нагревательное оборудование, но еще и проверить, насколько хорошо слесари подготовили металл.Термообработка сварных швов трубопроводов не начнется без тщательной подготовки.
После обработки можно осуществить термоотдых. Пусть деталь остынет. Затем производится шлифовка сварных швов болгаркой. Зачистка сварного шва после сварки необходима для удаления ненужных включений, образовавшихся при сварке. Например, шлака.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
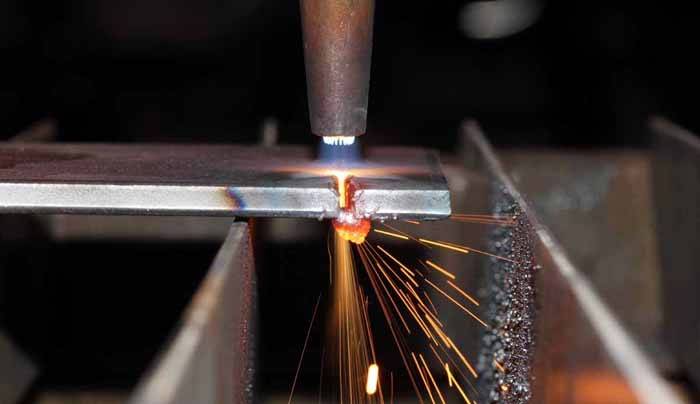
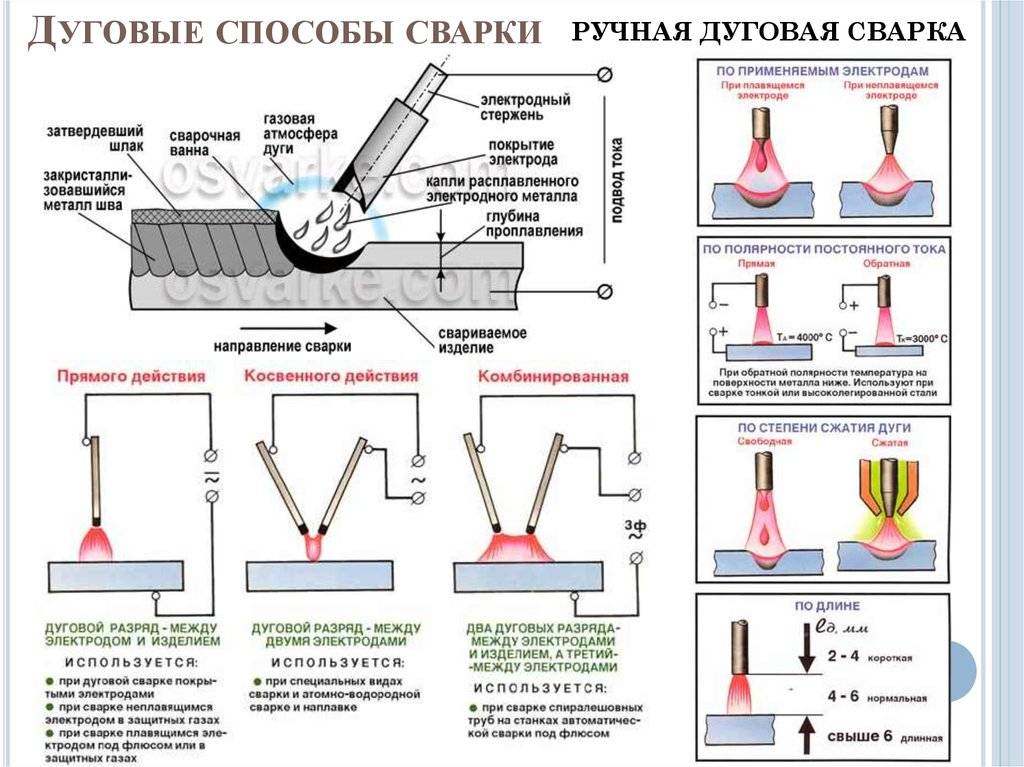
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.
Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
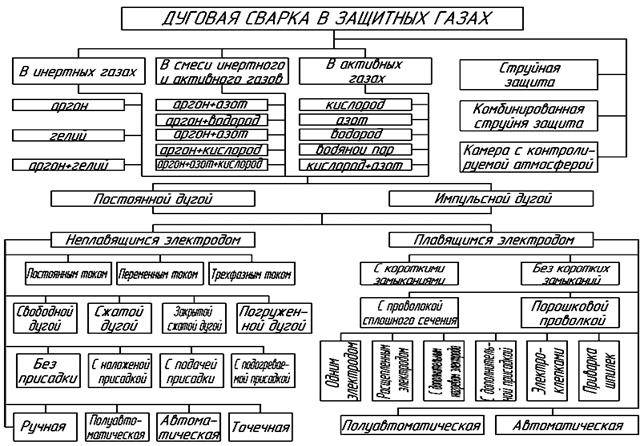
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.









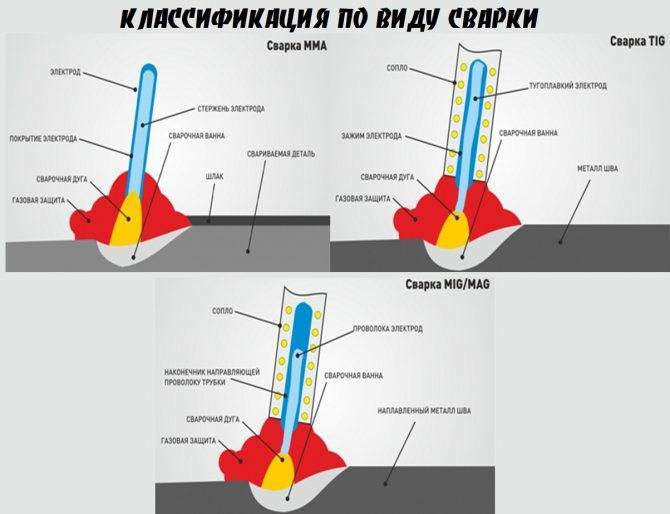
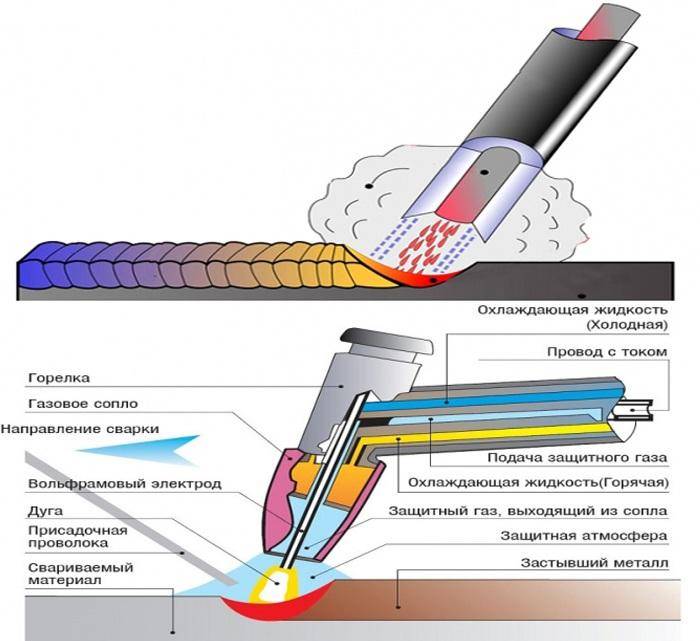
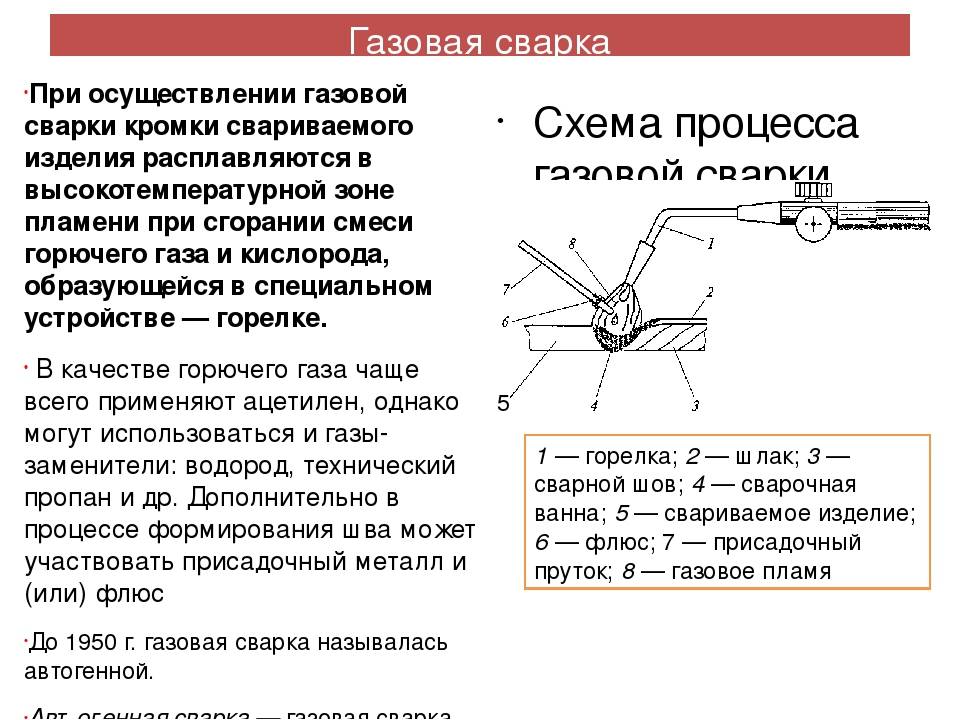
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
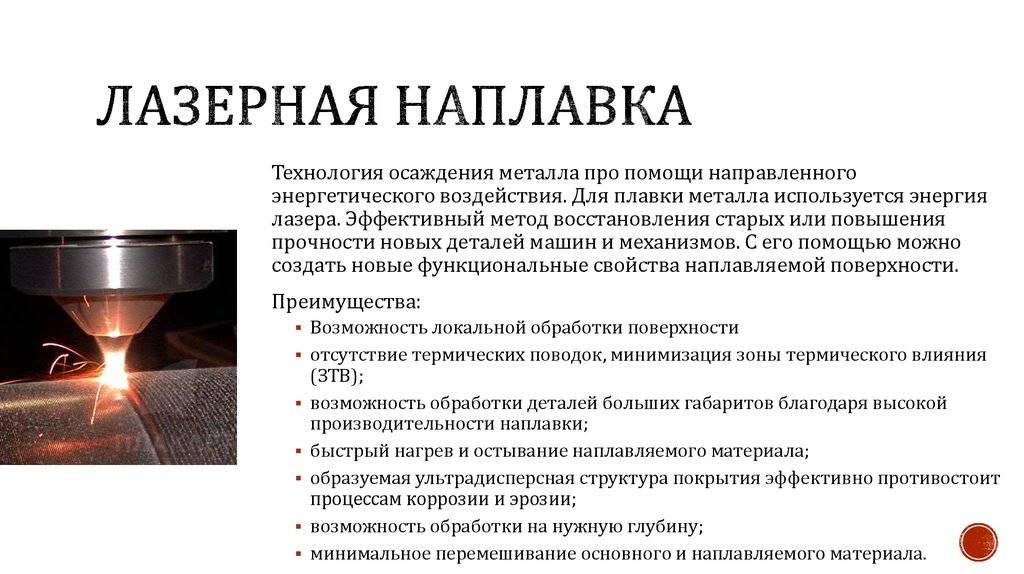
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита – специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
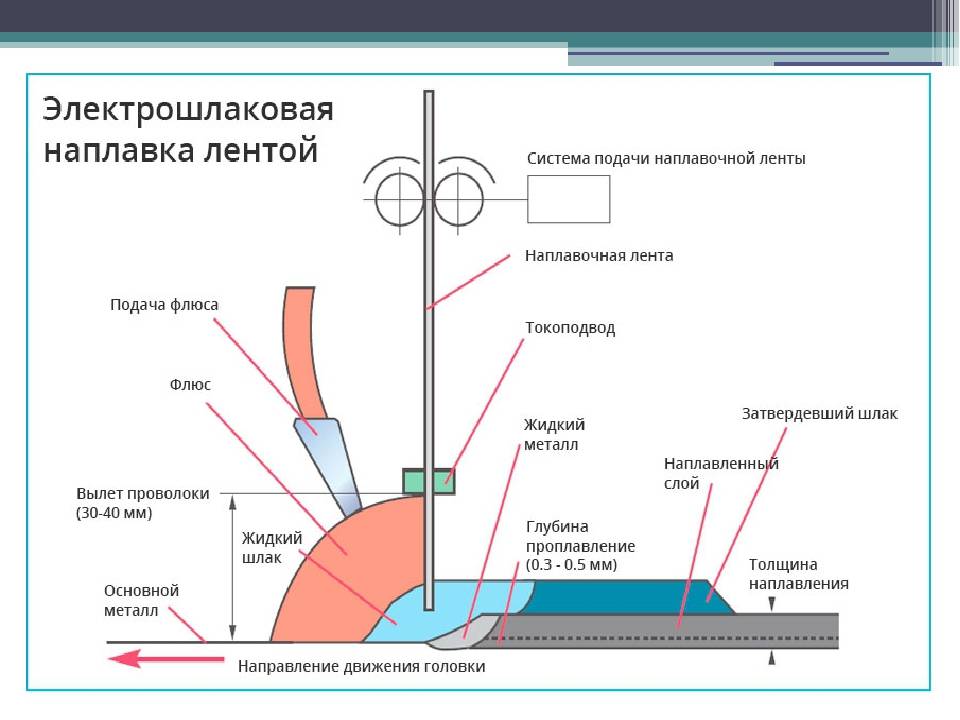
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Оборудование
Технология проведения термитной сварки на первый взгляд кажется элементарной. Тем не менее, она предусматривает тщательную подготовку и наличие необходимых инструментов и оборудования. Термит засыпается в тигель, он должен быть выполнен из тугоплавкого материала, например, из керамики. Тигель оборудован специальным устройством, позволяющим слить расплавленный металл.

Важным моментом при термитной сварке является обеспечение неподвижности заготовок, их фиксация. Она осуществляется различными устройствами и приспособлениями, в число которых входят тиски или струбцины. Инструмент для обработки поверхностей зависит от типа металла и степени его загрязненности. Обычно работают абразивным кругом или металлической щеткой.
После термитной сварки могут потребоваться дополнительные работы. В арсенале сварщика должен присутствовать кислородный резак, горелка и ножовка по металлу.
Правила безопасности
Сам процесс термического соединения металлических конструкций прост в исполнении, но требует неукоснительного выполнения техники безопасности:
- Строгие меры для организации хранения патронов и смесей, которые должны находиться в сухих, хорошо отапливаемых складских помещениях.
- Нельзя использовать отсыревшие смеси или патроны, так как качество сварки будет снижено.
- Условия применения довольно жесткие: температура окружающей среды допускается не ниже +10 °C; места стыковки обезжирить, зачистить до блеска.
К проведению работ допускаются только опытные исполнители, имеющие специальный допуск.
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений. Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки. Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали). Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Основные способы обработки сварных швов
Зачистка сварных швов после сварки проводится тремя методами:
- Термическая обработка. С помощью этого метода устраняют остаточное напряжение в металле, которое возникает в результате проведения сварки. Термическая обработка сварного шва проводится по местной и общей технологии. В первом случае речь идет о нагреве с дальнейшим охлаждением только сварного соединения. Что же касается общей термообработки, то здесь выполняется прогрев непосредственно всей детали. Этот метод зачастую используют для небольших конструкций.
- Механическая обработка. Суть данного метода заключается в устранении с соединения и прилегающих участков остатков шлаков. Также в процессе обработки производится проверка стыка на прочность. Так, классическим вариантом является зачистка сварных швов с помощью определенных инструментов или постукивание шва. К проверке соединения относятся очень внимательно, так как от этого будет зависеть срок эксплуатации конструкции. Если в результате постукивания возникли трещины, то конструкция отбраковывается, так как прочность соединения нарушено. Что касается остатков шлака, если не выполнить его удаление, то в дальнейшем это приведет к возникновению коррозии участка. Для этого проводится шлифовка сварных швов.
- Химическая обработка. При таком методе выполняется нанесение на соединение защитного покрытия. Это позволяет предотвратить коррозию металла в процессе эксплуатации конструкции. Самым доступным вариантом является использование грунтовочного лакокрасочного вещества.
При выборе метода обработки сварных швов стоит учесть множество факторов. Прежде всего, это касается рациональности способа в том или ином случае. Большое значение имеет и цель использования конструкции. К некоторым изделиям и соединительным швам предъявляются повышенные требования по прочности и надежности.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.






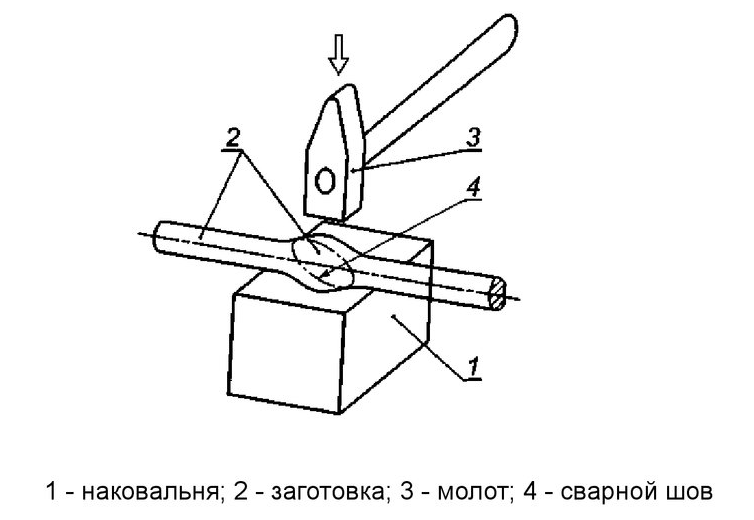 Принцип кузнечной сварки
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
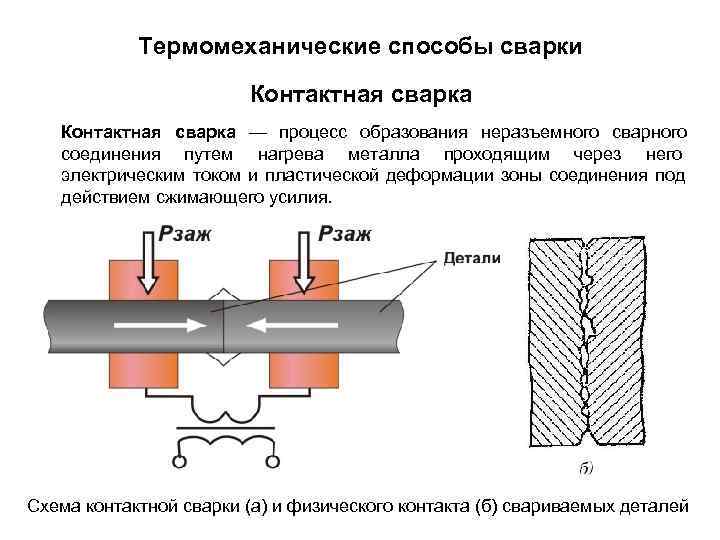
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.

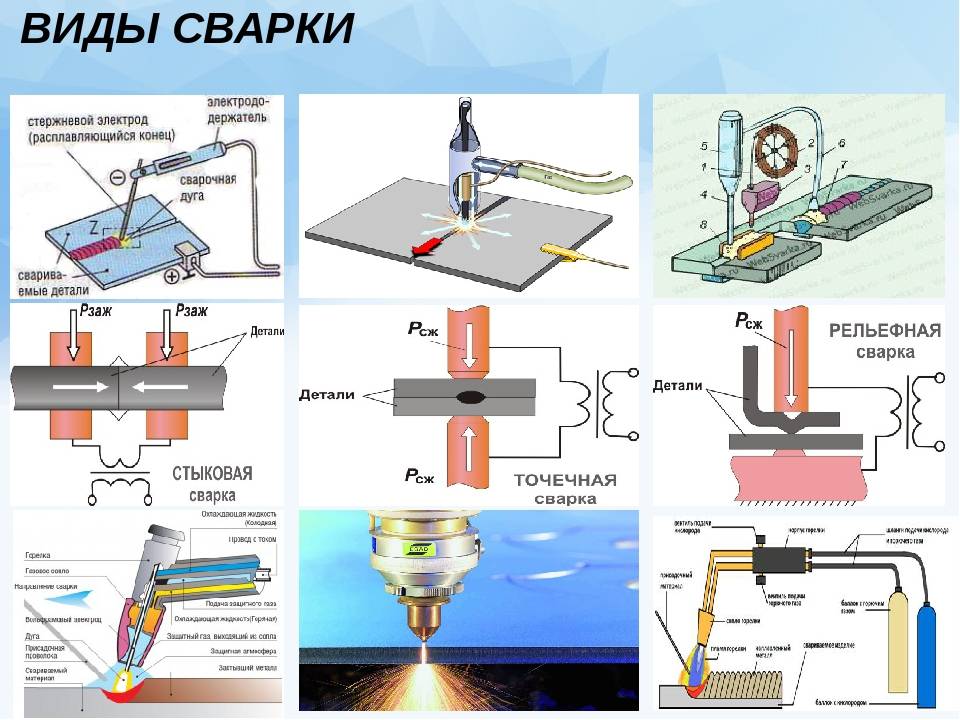
В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.