Как сделать своими руками?
Но не так уж трудно сделать самостоятельно силиконовую прокладку любого размера и толщины. Для этого нужно:
- Силикон для аквариумов (именно этот вид подходит для нашей цели). Сантехнический непригоден.
- Точный рисунок будущего уплотнителя на бумаге.
- Два кусочка прозрачной пищевой пленки. К ней силикон не липнет.
Поэтому, если нужна более толстая прокладка, ее можно нарастить: когда высохнет первый слой, залить второй. Но для наращивания лучше применять жестяную «обертку», например, из банки от пива.
Вначале необходимо нарисовать будущую деталь (например, приложив уже имеющуюся из другого материала) на бумаге. Затем положить сверху пленку и заполнить нужную часть рисунка силиконом.

Прикрыть другим куском пленки, сверху положить ровную дощечку так, чтобы прокладка была одинаковой толщины. Оставить так на сутки. Снять дощечку и бумагу, проверить степень полимеризации, нажав пальцем.
Время от времени можно подсушивать его феном, не сильно приближая сопло прибора к силикону. Полностью засохшую деталь обрезать ножницами.

Важно. Перед тем, как поставить, прокипятите прокладку, чтобы окончательно избавиться от запаха. После чего ее можно использовать по назначению
После чего ее можно использовать по назначению.
https://youtube.com/watch?v=LJNeONp7a64
Прокладка на молочную флягу
Здесь все просто. Вынув имеющееся резиновое уплотнительное кольцо, углубление в крышке заполнить силиконом примерно на треть глубины, на которую сидела прошлая прокладка. Обеспечьте горизонтальность крышки!
Оставьте так на сутки. Потрогайте, как «схватился» силикон. Если подсохла только верхняя часть, а внутри чувствуется «желеобразность», оставьте еще на день, а то и два. Заполнение силиконом повторите раза три. Закройте флягу крышкой с прокладкой, убедитесь в том, что соединение плотное и герметичное.
При недостаточной толщине – либо добавить силикона и снова высушить, либо использовать подложку под зажим бидона. Так крышка сядет глубже и силикон подожмет все щели.
Сфера применения
Благодаря практичности и надёжности силиконовые шланги нашли применение практически во всех сферах.
В быту
Силиконовые рукава широко используются для полива садово-огородных участков. Популярностью пользуются армированные модели, которые имеют защиту от ультрафиолетовых лучей. Трубки из силикона могут использоваться во всех системах очистки воды. Кроме того, армированные силиконовые шланги используются как водопроводные, а обычные прозрачные применяют в качестве точнейшего гидроуровня.


В медицине
В медицинской сфере силикон используется уже больше полувека. Рукава из него продуктивно применяются в лабораториях и больничных учреждениях. С их помощью осуществляется транспортировка реагентов, лекарств, витаминов. Обычные медицинские капельницы также укомплектованы трубками из силикона. Гофрированные трубки из прозрачного материала используются в медицинском оборудовании.


Важным показателем при работе с силиконом в медицине является и тот факт, что материал выдерживает многоразовую стерилизацию воздухом высокой температуры и водным паром.
На производстве
В производственных целях силиконовые шланги неоценимы при комплектации насосного оборудования и пневматики для транспортировки жидких и газовых веществ. Также они осуществляют защитную функцию (используются в качестве электроизоляции для защиты от влажности). На пищевых производствах шланги из силикона отлично выдерживают требования к соответствию санитарно-эпидемиологическим нормам. Их используют как транспортиры для сыпучих и жидких продуктов, таких как молоко, минеральная вода, соки, уксус, спиртные напитки, а также масло. Пищевые шланги могут быть всасывающими, напорными и напорно-всасывающими.


В сельском хозяйстве
В современном сельском хозяйстве не обойтись без силиконовых шлангов. К примеру, они стали незаменимы в изготовлении доильных аппаратов. Также их активно используют как расходные материалы к сельскохозяйственной технике.

В химической промышленности
Благодаря прекрасной устойчивости к различным агрессивным веществам, силиконовые рукава используются для перемещения химических сред между технологическими узлами.

В самогоноварении
При изготовлении спиртных напитков используются силиконовые трубки, которые не портят вкус и запах жидкости, прогоняемой по ним. Шланги из силикона используются как для подключения проточной воды, так и для прогонки уже готового продукта.








Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Методы и оборудование
При производстве продукции процесс изготовления проходит по различным технологиям — на выбор влияют определенные показатели будущего изделия. К ним относятся:
- Форма профиля. Может быть по виду L-образной или П-образной. В первом случае применяется одноугловая гибка, во втором – двухугловая.
- Место, куда направлено основное деформирующее усилие: удар свободный либо калибрующий.
- Количество переходов – на процесс деформации влияет пластичность металла.
- Способ выполнения работы – с помощью возвратно-поступательного движения применяемого инструмента.
В качестве основного оборудования для листов из стали применяем:
- Листогибочный вертикальный пресс;
- Универсальный листогибочный автомат.
При выполнении технологического процесса по деформированию соблюдаются требования стандартов качества.
Собираем систему канализации для дома или квартиры
 Процесс соединения труб
Процесс соединения труб
Прежде чем разобраться в том, как соединять канализационные трубы, следует понять принцип сборки всей системы канализации.
Итак, все работы следует начинать с создания чертежа, на котором вы должны изобразить свою будущую систему. Возьмите листок бумаги и нарисуйте на нем схематично все сантехнические приборы, которые необходимо подключить к канализации (раковину, унитаз, душ или ванну и т.п.).
 Схема типовой канализации
Схема типовой канализации
Затем соедините их линиями с основным стояком канализации. Каждая линия – это труба
Трубы между собой будут соединяться с помощью фитингов
Обратите внимание, что канализационные трубы в доме обычно имеют всего два вида: диаметром 50 и 110 мм. Пятидесяти миллиметровые предназначены для отведения стоков от раковин, моек, ванн и душей, а также от стиральных и посудомоечных машин
Если на одной линии получается слишком много сантехнических приборов, то ее диаметр лучше увеличить до 110 мм, иначе у вас часто будут возникать проблемы с засорами. А вот унитаз подключается только через трубу диаметром 110 мм, при этом само соединение сантехнического прибора производится обычно с помощью гибкой гофры, которая вставляется в канализационную трубу.
 Подключение унитаза
Подключение унитаза
Разобравшись, из каких элементов состоит ваша канализационная система, можно отправляться в магазин. Так как испортить канализационные трубы при работе с ними практически невозможно, не следует закупать комплектующие с запасом. Главное, не забывайте, что каждая труба на одном своем конце имеет расширение, в которое будет вставляться другая труба. Если же вы длинную трубу распилите ножовкой по металлу (срез должен быть строго перпендикулярным) на две части, то у второго элемента не будет такого расширения, и для его соединения с другой трубой или фитингом потребуется сначала установить муфту. При этом стоимость разных комплектов труб (одной с муфтой или двух коротких) будет примерно одинаковой.
 Замена труб
Замена труб
- Первым в системе канализации будет фитинг-поворотник, к которому вы с одной стороны подсоедините гибкий шланг сантехнического прибора (сифона), а с другой – трубу. Можно, конечно, обойтись и без этого фитинга, соединив сифон сразу с трубой, но в этом случае, если стык окажется не герметичным, существует вероятность протекания стыка.
- Вставляя трубу в фитинг (или наоборот) обязательно соблюдайте два условия:
- в стыке должна быть уложена резиновая прокладка (она продается в комплекте);
- труба должна входить в фитинг (или в другую трубу) на всю возможную глубину.
 Схема канализации в квартире
Схема канализации в квартире
- Далее, в местах подсоединения к этой трубе другой сантехники, ставятся фитинги-тройники. Если необходимо соединить трубы разного диаметра, воспользуйтесь специальным фитингом-переходником.
- Собирая канализацию, не забывайте про создание необходимого уклона труб, иначе ваша система не обеспечит отвод жидкости.
- Собирать систему надо двигаться от сантехнических приборов к главному стояку, чтобы току воды не мешали стыки.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!







ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
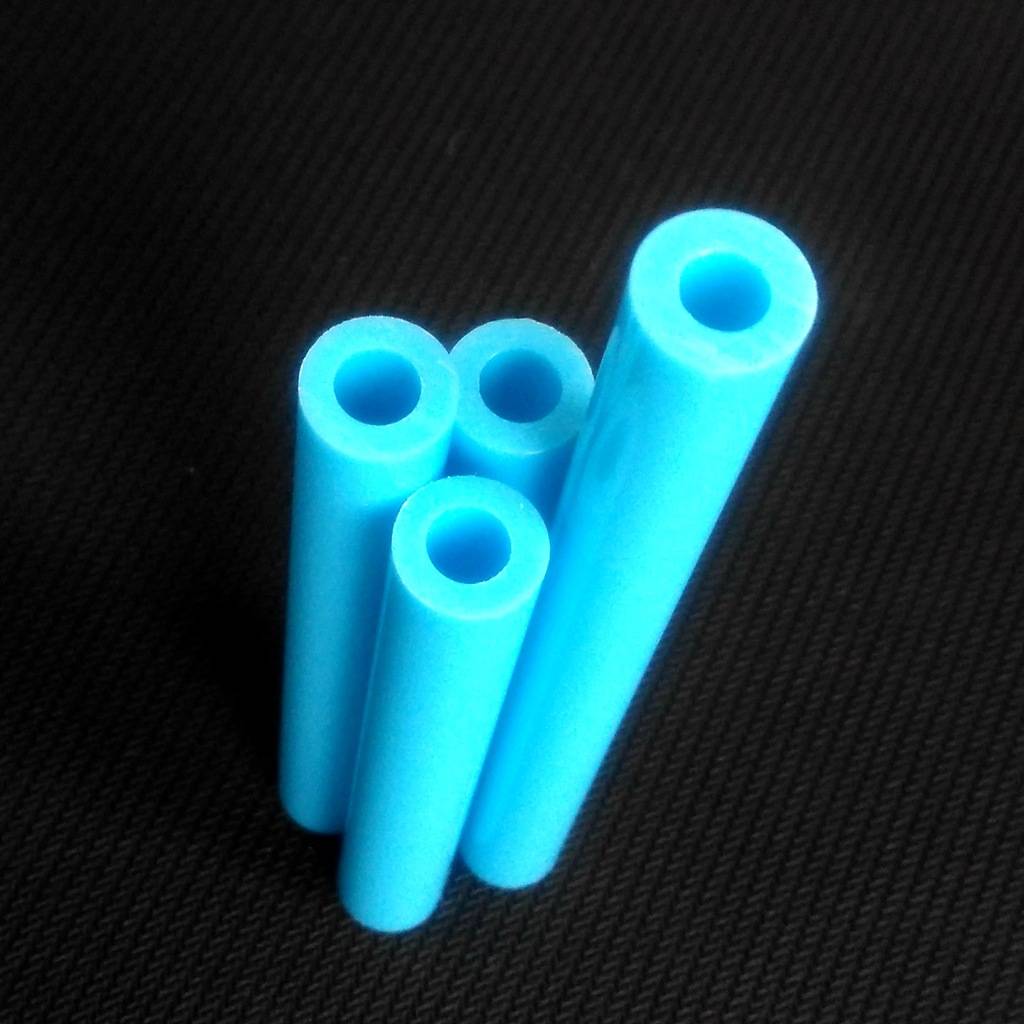
Полипропиленовые однослойные трубы
В строительных магазинах можно найти как однослойные, так и многослойные изделия. Трубы первого вида отличаются тем, что не имеют в своем составе ничего, кроме полипропилена. Они разделены на несколько типов:
- PPH трубки отличаются тем, что могут использоваться в большом температурном диапазоне, но при этом имеют плохую устойчивость к низким температурам. Также они имеют высокую стойкость к агрессивным веществам. Трубки часто используются для транспортировки технических жидкостей. Благодаря тонким стенкам их часто применяют при создании вентиляционных систем.
- Вид PPB отличается высокой устойчивостью к низкой температуре и гибкостью. Также следует отметить такую характеристику, как высокое тепловое расширение.
- Трубки PPR универсальны и могут применяться при различных температурах. При этом они отличаются высокой прочностью. Следует отметить, что они способны сохранять форму в различных условиях. Так как такие трубки являются экологически безопасными, они могут использоваться для транспортировки питьевой воды.

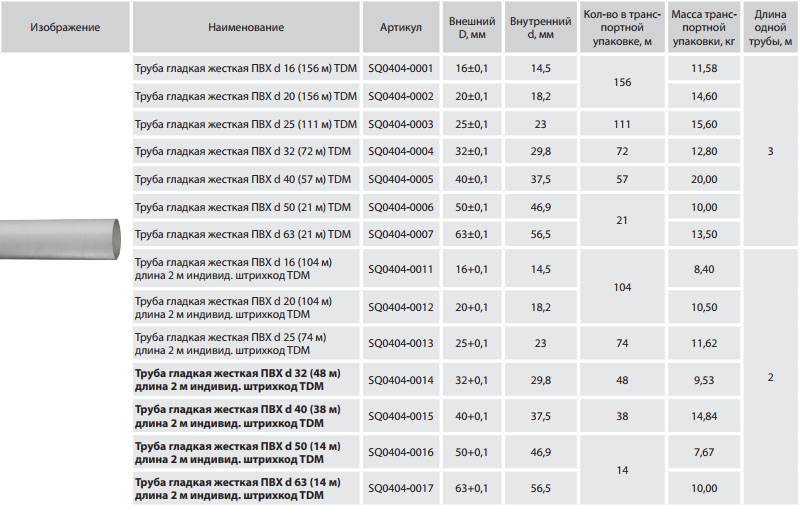
Характеристики труб из пластика
Для изготовления описываемых изделий используются термопластические полимеры. Производство таких труб осуществляется по стандарту, поэтому все изделий имеют одинаковые характеристики:
- согласно ГОСТу температура плавления материала составляет 149 градусов;
- предел прочности пластика должен иметь значение 35 ньютонов на квадратный миллиметр;
- коэффициент линейного расширения данного материала должен составлять 0,15 мм/м°С.
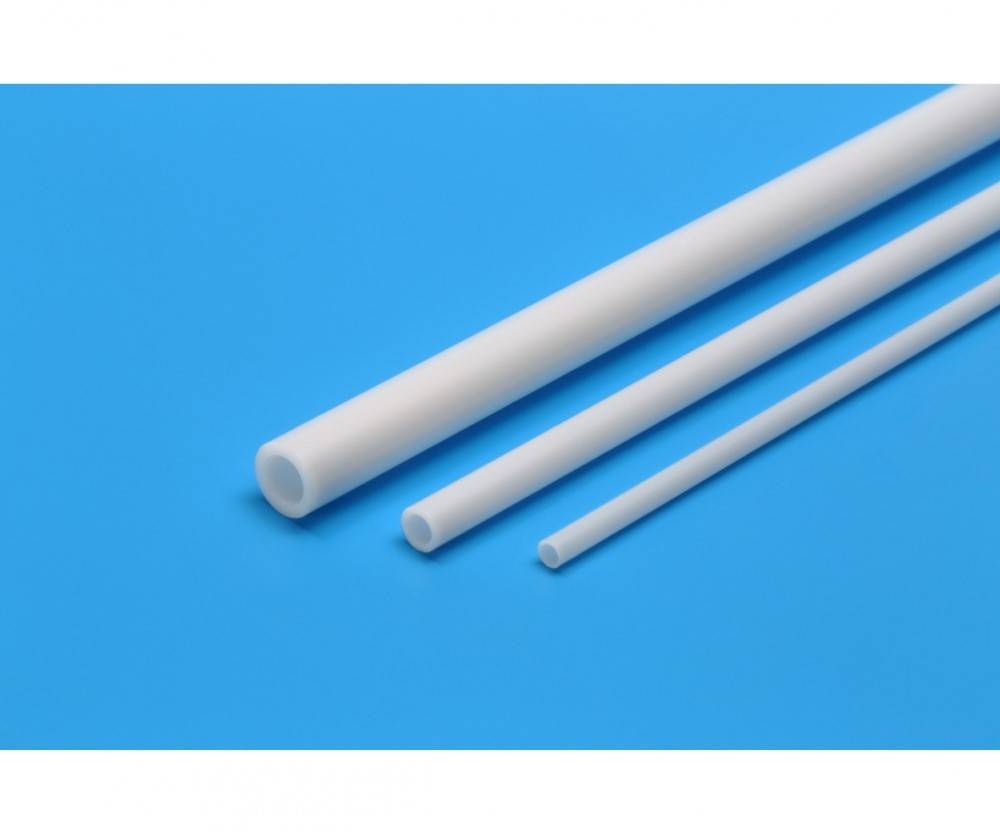
Описываемые изделия могут иметь различный диаметр. Пластиковая трубка 3 мм, например, используется при создании лабораторного оборудования. Для канализации или системы водопровода частного дома применяются трубы диаметром более 50 мм.

Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.

Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.

Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.

Рис. 9 Промышленные трубогибы
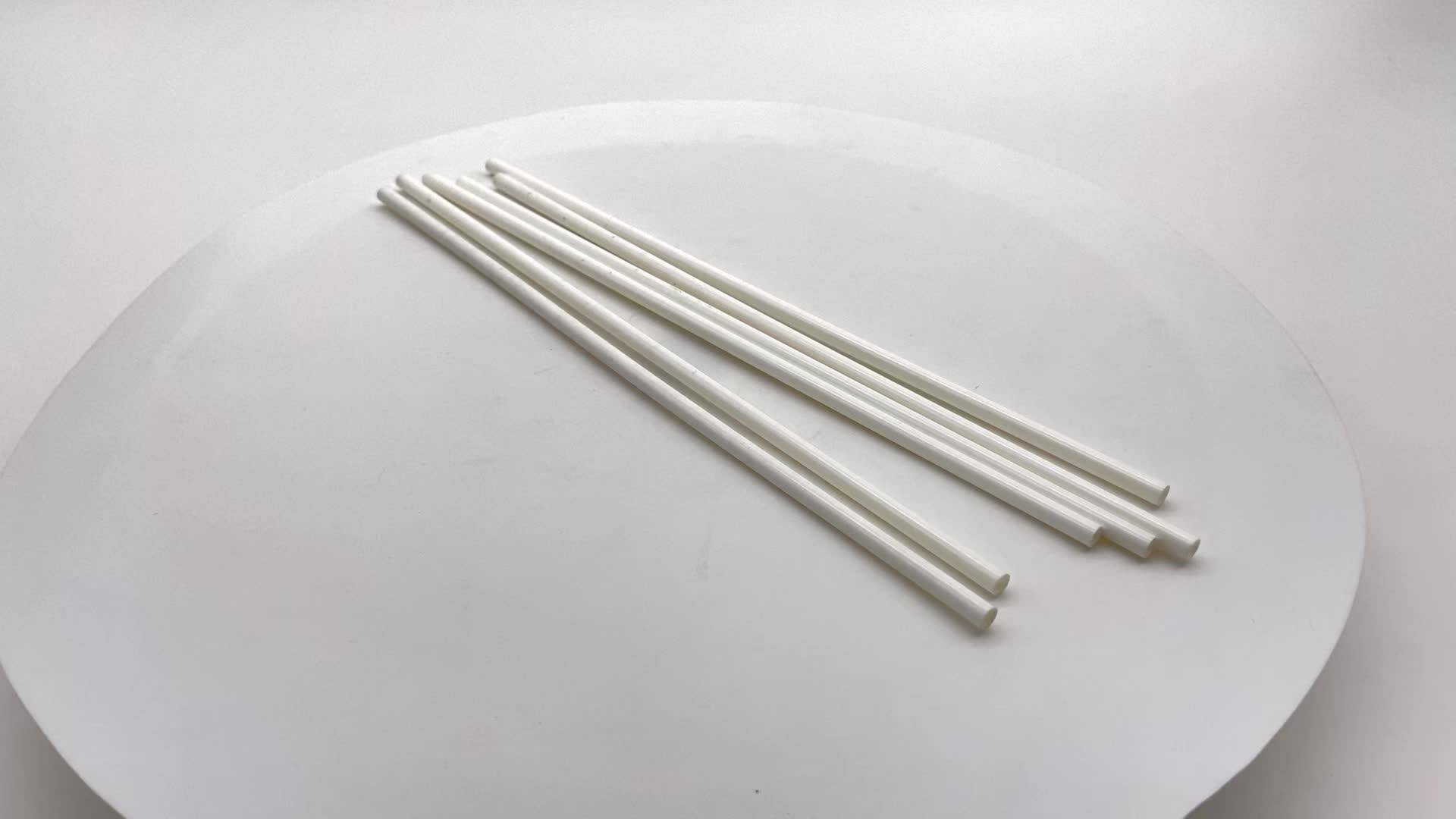
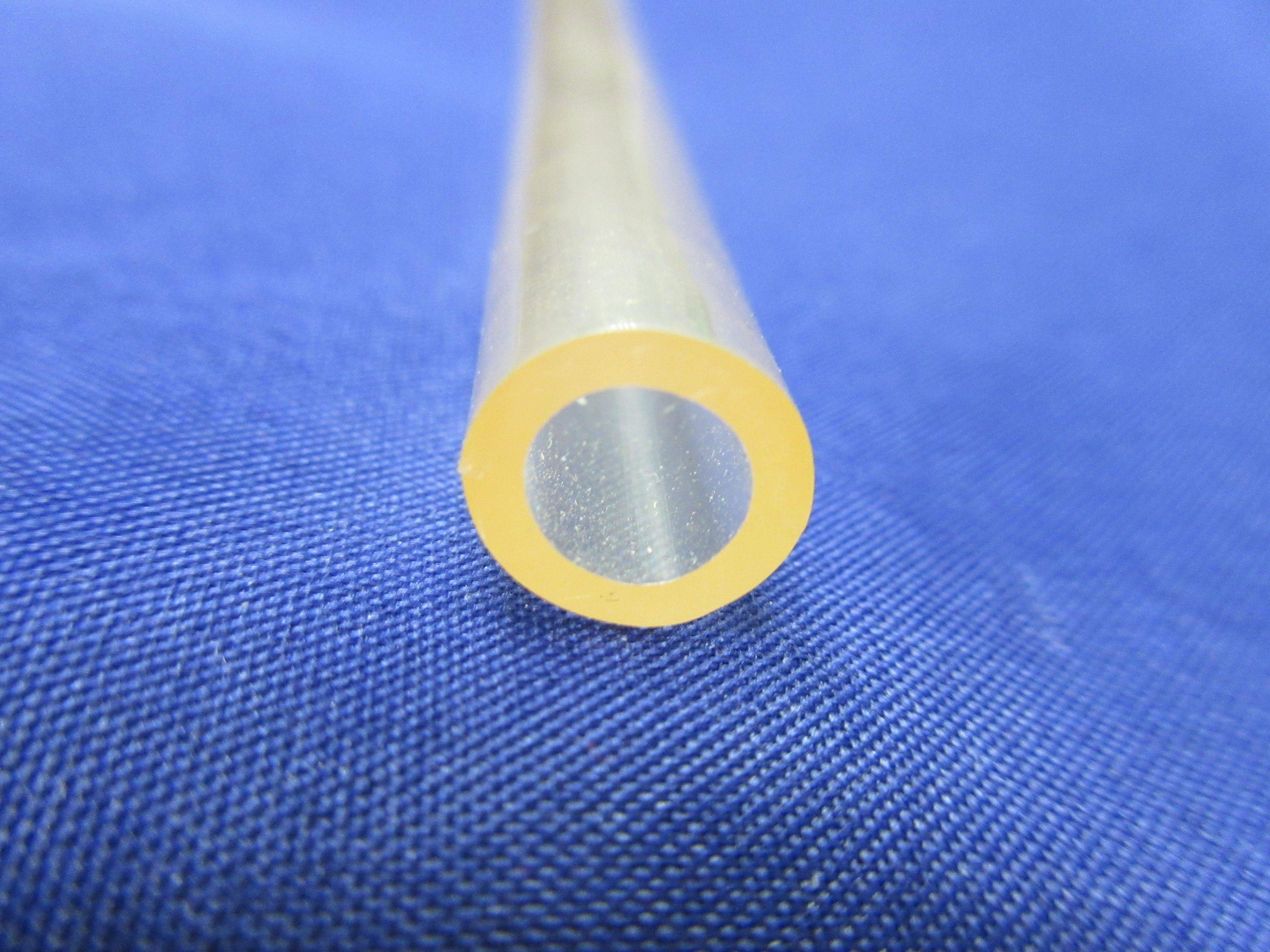
Как производятся прозрачные ПВХ трубы небольшого диаметра
Для создания изделий из поливинилхлорида используются такие способы, как экструдирование и литье. Первый способ представляет собой нагрев пластика и последующее продавливание его через отверстие в форме кольца.






Если же используется способ литья, создание трубы происходит в несколько этапов:
- Сначала осуществляется заливка пластика в специальную форму на центрифуге.
- После этого происходит включение центрифуги. После ее включения материал равномерно распределяется по стенкам формы.
- После остывания материала получаются прозрачные трубки.
Следует отметить, что использовать прозрачные изделия для создания трубопровода не рекомендуется, так как для этого есть более подходящие трубы.
Как определить силиконовые шланги и проверить их качество?
Действительно, на первый взгляд разницу в полимерных материалах, применяющихся для производства шлангов, найти очень трудно. Внешне они похожи, гнутся одинаково. А в процессе эксплуатации ПВХ может показать все свои недостатки. При сильном нагревании этот материал поменяет форму, растянется. Под длительным воздействием тепла поверхность начнет разрушаться, выделяя вредные вещества, которые ухудшат вкусовые качества напитка.
Наилучшим вариантом стала бы покупка силиконового шланга в специализированных магазинах, которые продают медицинскую и лабораторную технику, а также комплектующие к ним. Но такие предприятия встречаются далеко не везде, поэтому чаще эту продукцию ищут в магазинах стройматериалов.

Можно, конечно, спросить продавца, из какого материала шланги, но и они иногда точно не знают, поэтому могут обмануть, сами того не подозревая. Обычно трубки из силикона вдвое дороже, но ведь и цена в наше время не показатель. Однако, есть два простых способа, по которым можно понять, из чего изготовлен шланг, не отходя от прилавка:
Особенности горения
Если будет уместно, то можно попросить продавца проверить материал следующим образом. Попросите его срезать у шланга небольшое колечко или просто кусочек. Положите его на негорючую поверхность и подожгите, используя зажигалку или спичку. ПВХ воспламенится бодро, в процессе горения будет коптить черным дымом и выделять противный запах. Силикон же, напротив, не станет гореть пламенем, а на его поверхности сформируется твердая белесая корочка.
Тактильные ощущения
Здесь лучше сравнивать сразу два образца, чтобы понять разницу. Поверхность ПВХ плотная, стенку трубки нельзя сдавить пальцами так, чтобы уменьшилась её толщина. Силиконовый шланг мягче и податливее. Он будет прогибаться между пальцами, его легче сложить и даже скомкать. Отпустите его, и он примет исходную форму.
Как соединить пластиковые трубы
Существует несколько способов монтажа полимерных труб, каждый из которых имеет особенности. Специалисты рекомендуют выбирать, как соединить пластиковые трубы, в зависимости от нескольких условий:
- назначение трубопровода – водопровод чаще сваривается, канализация стыкуется раструбами, отопление собирается муфтами разных видов
- материал используемых изделий – большинство поливинилхлоридных труб оснащены раструбами, для сборки полиэтиленовых магистралей промышленность выпускает компрессионные муфты, трубы из полипропилена паяют ручными, механическими паяльниками
- объем работ – для обвязки отопления, монтажа водопровода, проще купить ручной паяльник, выполнить работы самостоятельно, соединив наружный трубопровод раструбами, для сварки больших диаметров потребуются услуги специализированных бригад
Для полимерных изделий не используются резьбовые соединения, так как, они не могут обеспечить достаточную герметичность трубопровода.