Геометрия и части сверла
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
Режущие кромки, именно они снимают стружку с металла при работе.
Перемычка.
Задние поверхности (затылок).
Канавки для эвакуации стружки.
Спинки.
Ленточки.
Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
сталь – 140;
нержавейка – 135-140;
для толстых листов – 130;
для чугуна делается 2 угла: основной – 118, дополнительный – 90;
алюминий, бронза и другие металлы средней твёрдости – 118;
медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине. Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности
Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
Винтовой или спиральный тип.
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.
Плоский тип или перо.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.










Односторонний тип.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Коронка.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
Конусный тип.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Осталось затронуть тему шаблонов. Простейший шаблон можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные впадины с ровным градусом. Обычно это 116-118о (можно округлить до 120о) и 58-59о (или 60о). Первый нужен для проверки угла при вершине, второй – для контроля угла, который задаётся задней поверхностью и канавкой.
Схема простейшего шаблона представлена ниже:
Основной рабочий процесс
Инструменты и материалы:
- сверло;
- зажим;
- корундовый круг.
Способы кустарной заточки у каждого человека свои, причем нередко они отличаются большой оригинальностью. Кто-то точит при помощи болгарки с алмазной фрезой, а кому-то ближе рашпиль, но оба этих варианта подходят лишь для поверхностной заточки, ибо не дают особой точности и качества. Такие ходы допустимы только в тех случаях, когда надо поправить концы инструмента для работы перфоратором, но не более.
Схема заточки сверл.
В домашних условиях инструмент применяется во много раз реже, нежели в промышленности, поэтому и производить надо гораздо реже. Многие и вовсе приобретают новые взамен старых, т.к. процесс трудоемкий, а купить гораздо проще.
Проще всего произвести заточку при помощи корундового круга по аналогии со всеми остальными металлоизделиями. В процессе работы через каждые 10 сек следует делать перерывы для охлаждения металла, т.к. в противном случае есть немалая вероятность, что твердосплавный пластик может отвалиться.
Если же перегрев идет очень быстрый, то можно воспользоваться водой, но не следует особо усердствовать, т.к. это тоже действует деструктивно (если удалось прозевать тот момент, когда металл раскалился, нужно уже ждать остывания на воздухе, ибо вода его просто расколет).
Во время рабочего процесса нужно внимательно следить и за равномерностью заточки, чтобы в итоге все получилось идеально симметрично. Даже если сама заточка удастся плохо, то потом все еще можно выправить, тогда как в случае искривления сверло лопнет при 1 же подходе с большой долей вероятности. Если же вольфрамо-титановый сплав окажется очень надежным, то кромка будет тупиться лишь с 1 стороны, что значительно ускоряет нагрев металла, а вместе с этим понижает скорость работы.
Еще 1 важный фактор – расположение режущих кромок. Они должны быть идеально прямыми, а их точка пересечения должна быть ровно в центре. От точки пересечения зависит равномерность работы, поэтому нужно отнестись к этому шагу не менее внимательно, чем к любому другому.
Существует 3 основных вида заточки:
Цилиндрическое сечение сверла.
- Коническая. Самый распространенный вариант, т.к. самый простой. Нужно закрепить сверло на платформе, после чего подносить к точильному кругу на 5-10 сек, затем отводить и проворачивать. Такая процедура достаточно быстрая, поэтому опытные мастера могут добиться идеального результата за 1-2 мин.
- Винтовая. Гораздо сложнее, но и гораздо интереснее, т.к. требует большей сноровки на начальном этапе. Заточка осуществляется при помощи алмазного круга, а после завершения надо надфилем сделать пропилы.
- Плоская. Средняя по сложности работа, но требующая своей доли концентрации. Обычно затачиваются именно твердосплавные материалы под углом 60 градусов, причем тут не нужно особо мудрить, как при создании конической формы. Идеально подходит для выправления недостатков, допущенных ранее.
Технологическая последовательность заточки
подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.










При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.


Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.


Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.










Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Как правильно заточить сверло спирального типа
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
 Подточка передней поверхности.
Подточка передней поверхности.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Основные параметры детали
Чтобы вы могли правильно заточить наконечник, прежде всего давайте рассмотрим основные его элементы, к которым относится:
- режущая часть (режущая кромка), образующаяся схождением поверхности канавки и задней поверхности;
- передняя поверхность, которая располагается под режущей кромкой;
- задняя поверхность, которая располагается за кромкой:
- перемычка, расположенная между двумя задними поверхностями.

В процессе эксплуатации насадки больше всего страдает режущая кромка, перемычка и задние поверхности. Поэтому восстановление инструмента происходит путем заточки задних поверхностей, к которым примыкаем режущая кромка и перемычка. Однако не все так просто: чтобы кромка вновь стала острой и образовалась четкая перемычка, углы заточки должны соответствовать значениям из таблицы:
| Вид угла | Значение в градусах |
| α (угол, угол между плоскостью задней поверхности и режущей кромкой) | 10 |
| γ (угол заточки режущей кромки) | 20 |
| 2ϕ (основной угол, образованный задними поверхностями, или угол при вершине) | 116 градусов /- 30 градусов |
Соблюдение этих значений позволит режущей кромке всегда первой соприкасаться с поверхностью обрабатываемой детали, что обеспечит максимальную эффективность инструмента. От угла при вершине зависит длина режущей кромки. Его соблюдение позволит стружке хорошо укладываться в канавку и выходить наружу. Если же сделать угол более острым, увеличится ширина срезаемой полоски, в результате чего стружка забьет канавку и перестанет удаляться из отверстия со всеми вытекающими последствиями. Слишком же тупой угол снизит эффективность сверла.
Приступаем к процессу заточки
Сначала рассмотрим, как правильно заточить сверло самому при помощи наждачных материалов.
Основной процесс ложится на заднюю часть. Включаем приспособление с наждаком и, крепко держа сверло по металлу, подносим его к кругу так, чтобы режущая часть была направлена на точило.

У нас получится параллельное расположение сверла относительно механизма. Заточив, таким образом, инструмент — мы получаем качественное сверло по металлам.
Такая простая заточка подходит для сверл с диаметром не больше 10 миллиметров.
Если он будет увеличиваться, то можно добавить общее время заточки, уделить повышенное внимание передней стороне и так далее. Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок
Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок.
Такое приспособление позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Видео:









Кроме того, если Вам нужно постоянно иметь возможность заточить свои инструменты, то собственный станок будет как нельзя кстати.
Особенно выгодно устанавливать такое приспособление дома, если нужно заточить твердосплавные сверла по металлу.
Есть определенные требования, согласно которым заточки следует проводить только на станке:
- если мы работаем со сверлами, которые используются для работы в глухих отверстиях, со снижением осевого усилия резания;
- работа с универсальными инструментами, имеющими большую прочность, что дает возможность обрабатывать прочные металлы;
- работа с подточкой меньшей толщины, если требуется сверление на значительную глубину.
Основная задача, которую должен исполнять станок – не просто затачивать, а правильно ориентировать сверло по металлу относительно круга. Поэтому в его конструкции есть опорная плита.
На нее устанавливают и сам станок, и двигатель, вал которого позволяет проводить точение. Там же подсоединяем поворотную колонку, на которой будет крепиться сверло.
Она поворачивается в удобном для нас положении – еще один плюс в возможности располагать инструмент.
В каком порядке точить сверла
Заточка выполняется в определенном порядке.
- Затачивается задняя поверхность. При этом следят, чтобы перемычка оставалась ровной, а грани – симметричными. Для сверл малого диаметра (до 4 мм) заточка выполняется только по задней поверхности, причем вращать и сдвигать инструмент в процессе заточки нельзя – нарушиться плоскостность грани.
- Сверла большего диаметра затачивают также по передней поверхности, а при необходимости – по ленточке и перемычке.
- По шаблону проверяют правильность угла заточки сверла по металлу. Если угол не выдержан – доводить кромки нельзя, требуется полностью перетачивать инструмент.
То же касается дефектов, получившихся в результате различных ошибок в работе – например, плохого закрепления точильного камня, из-за чего началась вибрация.
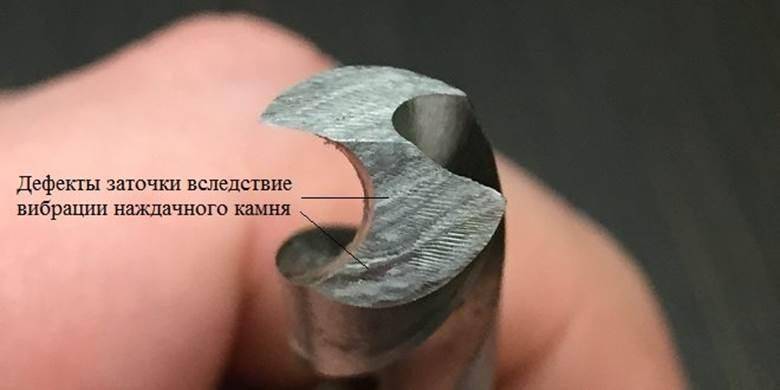
К сожалению, передать в фото и пояснениях весь процесс заточки сложно, поэтому рекомендуем посмотреть видео по особенностям сверл в целом и вопросам их переточки в частности.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.










 ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.

- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь – 116˚-118˚;
- мягкая бронза, латунь – 120˚-130˚;
- красная медь – 125˚;
- магниевые сплавы – 90˚;
- силумин, электрон – 90˚-100˚;
- алюминий – 140˚;
- эбонит, мрамор, хрупкие материалы – 140˚;
- различные пластмассы – от 90˚ до 100˚;
- древесина – 140˚.