Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
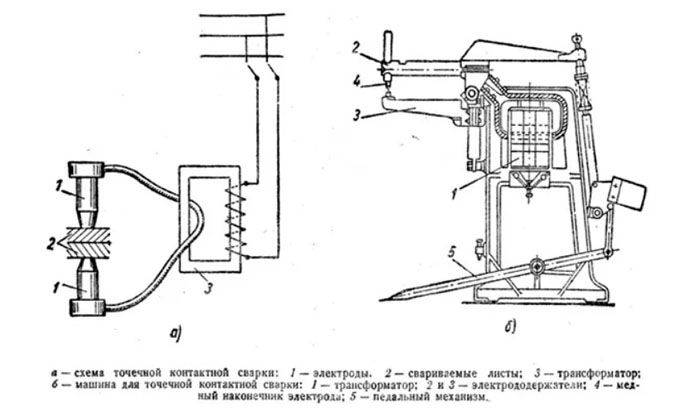 Устройство аппарата контактной точечной сварки.
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
 Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Споттер, его применение и конструкция
Такой инструмент используется для выравнивания вмятин автомобиля тогда, когда ремонт извне невозможен. Им можно нагреть часть металла, и при этом повреждения кузова будут незначительными.
В частности, он используется в таких целях:
- рихтовка кузова;
- выравнивание поверхности кузова без потребности его разборки.
Колоссальная и незаменимая польза от этого аппарата заключается в его использовании для выравнивания кузовных частей, когда доступ к определённым деталям ограничен из-за специфического строения автомобиля. При рихтовке повреждённых частей кузова специальный крепёж устройства приваривается к деформированной поверхности, а затем вытягивает её наружу. Также следует отметить, что споттер способен при работе нагревать металл, и это способствует быстрому выравниванию, получению жёсткости и нужной формы.
Работа такой конструкции заключается в точечном вытягивании повреждённой детали по принципу действия молотка.
Выглядит это следующим образом:
- обратный молоток аппарата закрепляется на кузове с помощью сварочного импульса;
- ручник устройства необходимо протянуть по направляющей к себе, при этом опорная шайба остаётся на месте.
Самый простой споттер имеет 2 режима:
- временный, когда на поверхности закрепляется кольцо;
- сварочный — применяется лёгкая сварка электрода с поверхностью, когда аппарат крепится к автомобилю.
Принцип работы конструкции
Для того, чтобы начать собирать сварку подобного типа своими руками, необходимо ознакомиться с принципом его работы. Весь процесс условно можно разделить на несколько ключевых моментов:
- Механическое соединение поверхностей ли деталей, которые следует скрепить.
- Механическая фиксация деталей при помощи щипцов или губ, в центре которых расположена площадка подачи электрического тока.
- Подача электрического разряда с последующим скреплением смежных поверхностей.
Принцип работы достаточно прост, и является единым для всех моделей точечных сварочных аппаратов. На практике могут быть модифицированы только наружные контуры конструкции (ручка для мастера, формы зажимов, корпуса).
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.







При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Вторичная обмотка
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности)
При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм². Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм²
Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины. Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет
После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать). Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции
Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.






Схемы обмотки и её размещение
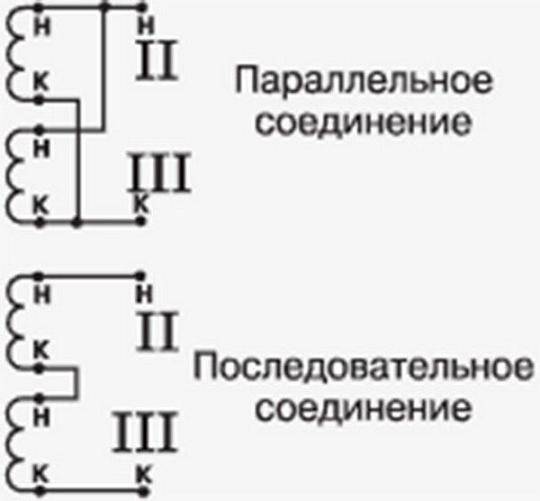
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
 Схемы включения «вторички»
Схемы включения «вторички»
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
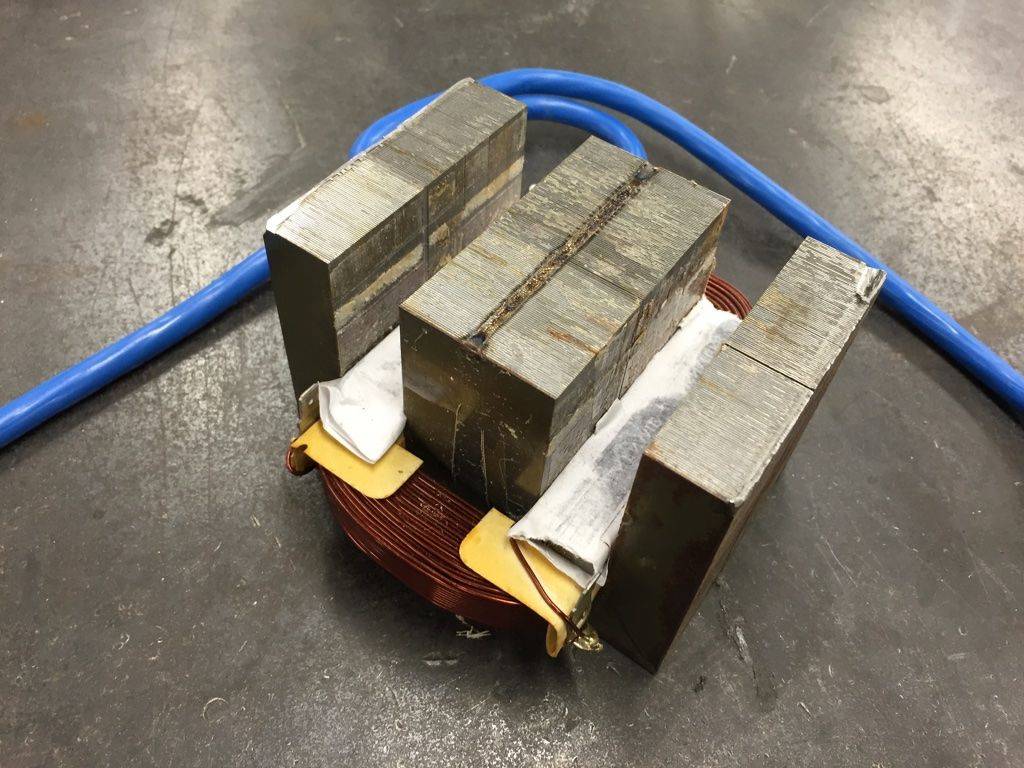
Устройство сварочного аппарата
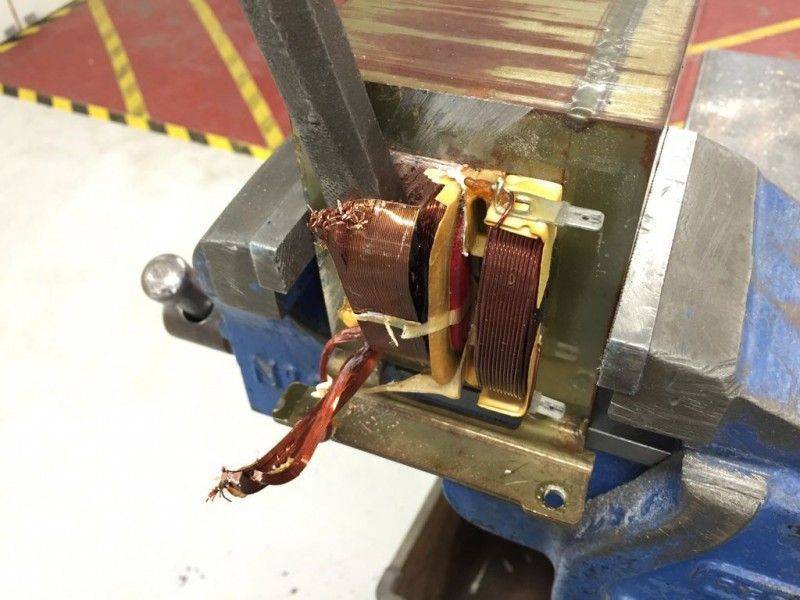
Контактная сварка, изготовленная своими руками из сварочного аппарата, сможет с легкостью заменить профессиональное оборудование. Но все же стоит рассмотреть устройство прибора. Главным элементом является трансформатор, который можно снять из старой микроволновой печи. Но данный элемент должен быть в рабочем состоянии.
Рекомендуется применять трансформатор с высокой мощностью, это позволит соединять самодельным прибором металлические листы с толщиной до 1 мм. Наиболее оптимальным будет показатель мощности от 1 кВт. Если потребуется работать с более толстыми листами из стали, то понадобится два трансформатора с обмоткой.
Важно! Чтобы самодельная контактная сварка для кузовных работ была собрана правильно, необходимо составить схему соединения важных конструктивных компонентов. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи
Технологически весь рабочий процесс можно разделить на несколько этапов:
- Сооружение нижнего основания контактного сварочного прибора из микроволновой печи. Для этих целей рекомендуется использовать металлический профиль, брус из дерева или штангу. Один конец рекомендуется закрепить на корпусе, это можно сделать при помощи саморезов, они обеспечат более жесткую фиксацию. На второй край подсоединяется нижний сварочный электрод, к нему следует подвести кабель от трансформатора. Для лучшей фиксации его провода стоит примотать к штанге.
- Конструирование и обустройство верхней подвижной части устройства в виде рычага. Для оси можно использовать длинные не ржавый гвоздь. Стойки по бокам выполняются из брусков и профилей. Между стойками и основанием рычага не должно быть зазоров, иначе это может негативно отразиться на работе сварочного оборудования.
Чтобы правильно изготовить контактную сварку своими руками потребуется специальная схема. Ее можно сделать самостоятельно или взять из интернета.
Плюсы и минусы точечной сварки
Сварка по точкам, как и любой другой вид сварочного «искусства», имеет ряд достоинств и недостатков.
О плюсах:
- Ровный и точный шов;
- В месте сваривания деформации незначительны;
- Имеется возможность автоматической работы;
- Сваривание этим способом не оказывает пагубного влияния на здоровье человека;
- Скорость работы;
- Возможно соединение толстого материала;
- Простота использования.
При таких существенных достоинствах имеются и недостатки. Коротко о них:
- Область применения – соединение листовых деталей внахлест и стержневых материалов (например, проволока)
- Низкая герметичность по сравнению со сварными швами с использованием электродной проволоки;
- Металл должен быть зачищен перед свариванием;
- Требуется опыт настраивания аппаратуры.
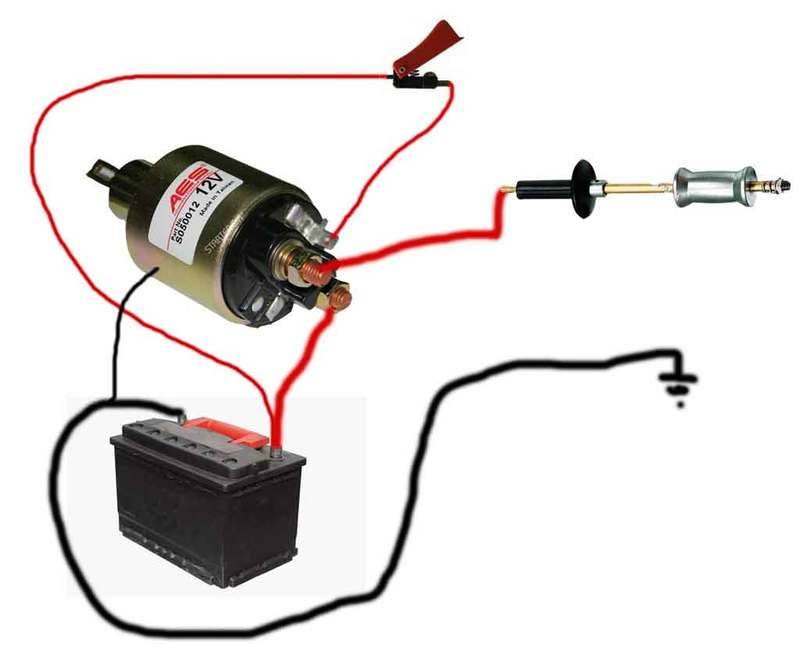
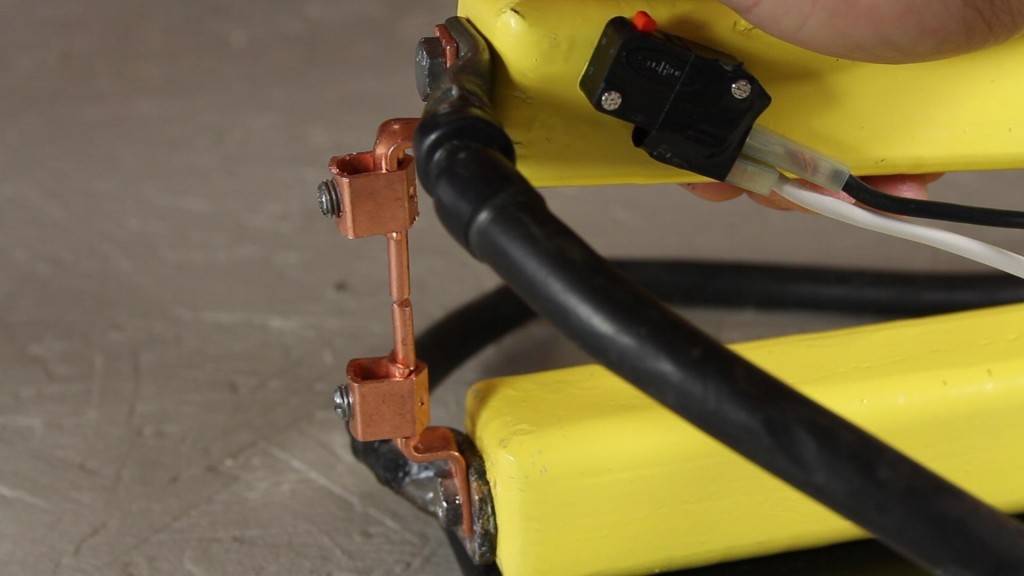
Аппарат из автомобильного аккумулятора
Мастера разработали простой способ сваривания тонколистовых деталей, который не требует длительной подготовки и применения трансформатора. Качество соединения не будет отличаться от вышеописанного метода.
Технологический процесс заключается в использовании аккумулятора легкового автомобиля, поэтому способ отлично подойдет водителям. Перед использованием АКБ необходимо зарядить до полного уровня.
Силы разряда, который возникает после замыкания клемм, более чем достаточно для обслуживания литиевых источников питания. Требования к электродам точно такие же, что и при трансформаторном оборудовании
Очень важно обеспечить надежную изоляцию всех токопроводящих частей
Главным недостатком использования АКБ – высокий уровень напряжения. Бортовое напряжение современных автомобилей составляет 12 В. Если не обеспечить достаточное давление, можно прожечь заготовку.








Некоторые трактора работают от аккумуляторов с напряжением 6В, однако стоимость такой модели будет сопоставима с затратами на изготовление трансформаторного аппарата.
Разновидности сварки, относящейся к контактному типу
Контактная сварка в домашних условиях может выполняться разными способами, что влияет на появление следующей классификации.
Сварка сопротивлением
Чтобы выполнить сварку, специальным образом обработанные детали состыкуются между собой. Ток включают только после того, как изделия нагреваются до пластического состояния, и произведена осадка.
Стыковая контактная сварка
Контактный метод сваривания сопротивлением преимущественно применяется для изделий, изготовленных из низкоуглеродистой стали. Желательно, чтобы они имели сечение в виде прямоугольника или круга с площадью меньше 1000 кв. мм. Если необходимо соединить детали из легированной стали, необходимо придерживаться несколько других требований. Площадь их сечения не должна превышать 21 кв. мм.
Данная технология широко применяется для обработки цветных металлов и их сплавов. С ее помощью удается хорошо сваривать разные материалы – латунь с медью, разные типы стали. Чтобы добиться эффективности методики, необходимо обеспечить высокое качество обрабатываемых поверхностей и тщательно контролировать температуру нагрева.
С непрерывным оплавлением
Чтобы реализовать данную технологию, необходимо придерживаться такой схемы:
- Детали устанавливают в специальные зажимные механизмы.
- Включают сварочный ток и плавно соединяют изделия.
- Происходит оплавление торцов применяемых деталей.
- Осуществляют осадку и выключают ток.
Преимуществом методики называют ее высокую производительность. К недостаткам можно отнести высокий расход металла. Технология преимущественно применяется для тонкостенных труб и листов.
Сварка с непрерывным оплавлением
С прерывистым оплавлением
Чтобы применить данную методику, осуществляют чередование плотного и неплотного контакта изделий при включенном рабочем токе. Прерывистые движения зажима приводят к периодическому замыканию электрической цепи. Это происходит до тех пор, пока торцы обрабатываемых материалов не нагреются до требуемой температуры. В последующем происходит осадка.
Данная технология актуальна, когда недостаточно мощности для осуществления непрерывного оплавления.
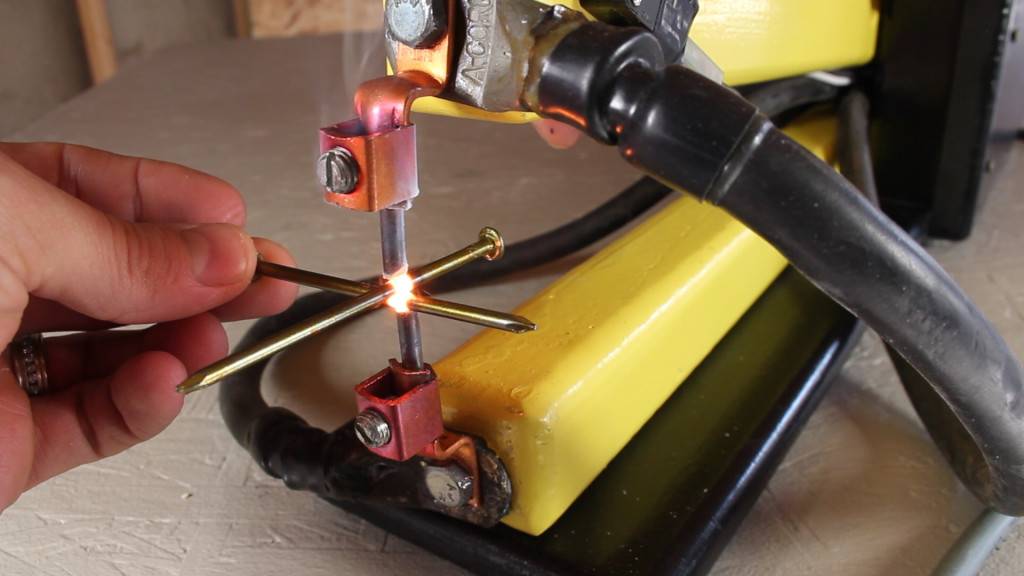
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
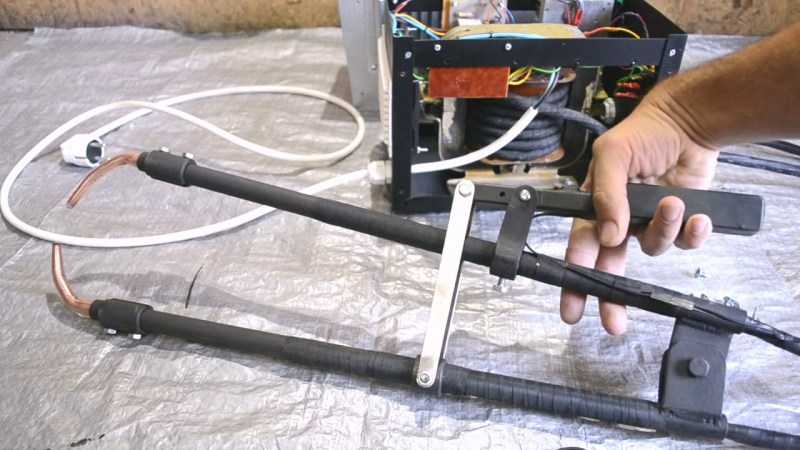
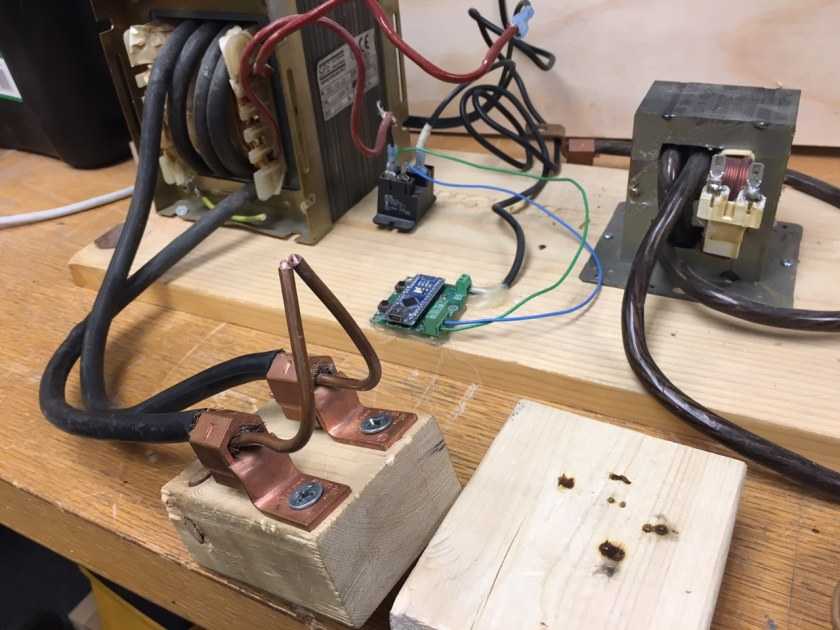
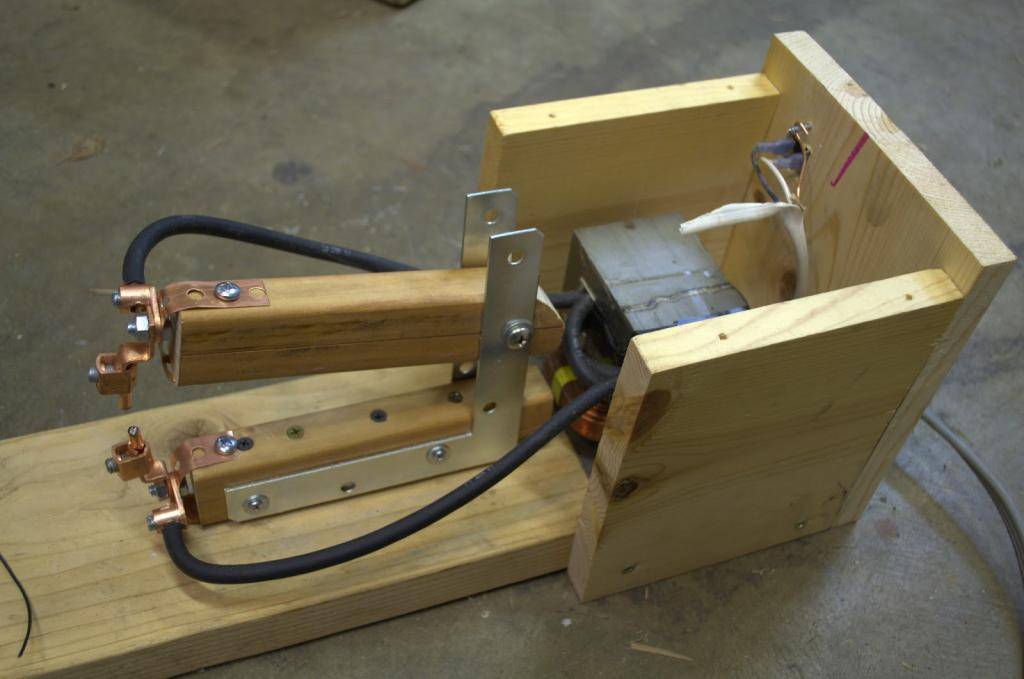
 Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Для изготовления самодельного, сварочного аппарата, потребуется следующее:
- Пара старых микроволновых печей, а именно пара трансформаторов из данных печей. Как известно, трансформатор является самой главной деталью любого сварочного аппарата, не имеет значения, точечного, или же дугового.
- Электродрель, для удобства работы. Соответственно сверло по металлу.
- Молоток.
- Обычная ножовка по металлу.
- Провод многожильный 10-13 метров. Жесткость провода по желанию.

И так, приготовив все необходимые детали и нужный инструмент для работы, далее приступаем, к самому изготовлению аппарата.
Первым делом, извлекаем трансформаторы из микроволновых печей. Делаем эту процедуру предельно аккуратно, не навредив самому трансформатору.
Трансформаторы, следует надежно закрепить, что бы они находились, в обездвиженном состоянии.
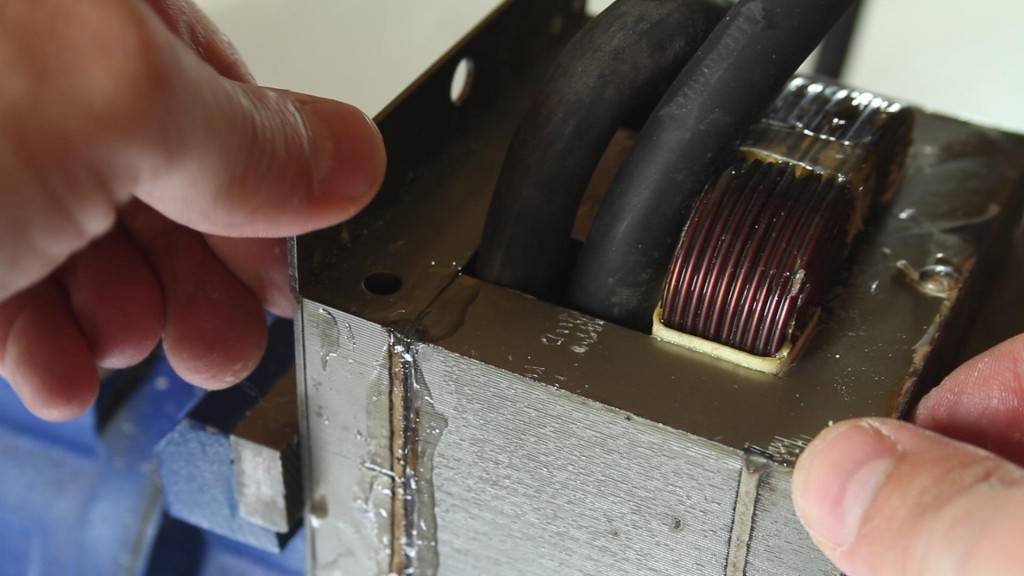
Важно! Следует удалить вторичную обмотку трансформаторов, не повредив при этом первичную, тем самым оставив обмотки на 220вольт.
Следует,снизить напряжение метала, просверлив его.
Выбить токовые шунты, если таковые имеются, дабы увеличить мощность.
Далее, следует сделать самодельную обмотку, из нашего многожильного провода, соединив тем самым оба трансформатора.
Подключать обмотки следует параллельно и соответственно, надежно все изолировать. Нужно ответственно подходить к процессу изоляции, так как это вопрос вашей личной безопасности.
Необходимо замерить напряжение вторичной обмотки, подключив всю полученную конструкцию к питанию
Напряжение должно быть от 30-33 вольт.
Теперь нужно закрепить всю нашу конструкцию, дабы она была аккуратной и компактной. В качестве поддона можно использовать небольшой лист метала и доску.
Последним этапом изготовления сварочного аппарата будет держак для электрода, можно использовать обычные пассатижи, либо любые другие крокодилы-зажимы.

Далее, после полной сборки данного аппарата, можно проверить его в действии. Аппарат подобного рода, не подойдет для слишком продолжительных работ и для работ по слишком толстому металлу, так, как трансформаторы нуждаются в отдыхе. Желательно избегать сильного нагрева, во избежание повреждения обмотки. Рекомендуется давать остывать сварочному аппарату после одного-двух выработанных электродов, в общем, чем чаще, тем лучше. Отдых, поспособствует более длительному сроку эксплуатации вашего сварочного аппарата.

Для производства данный аппарат, конечно не пригоден, но в домашних нуждах, вполне сойдет и поможет. Учитывая то, что для изготовления не требуется дорогостоящих деталей и особых навыков для сборки, этот аппарат довольно актуален в быту.








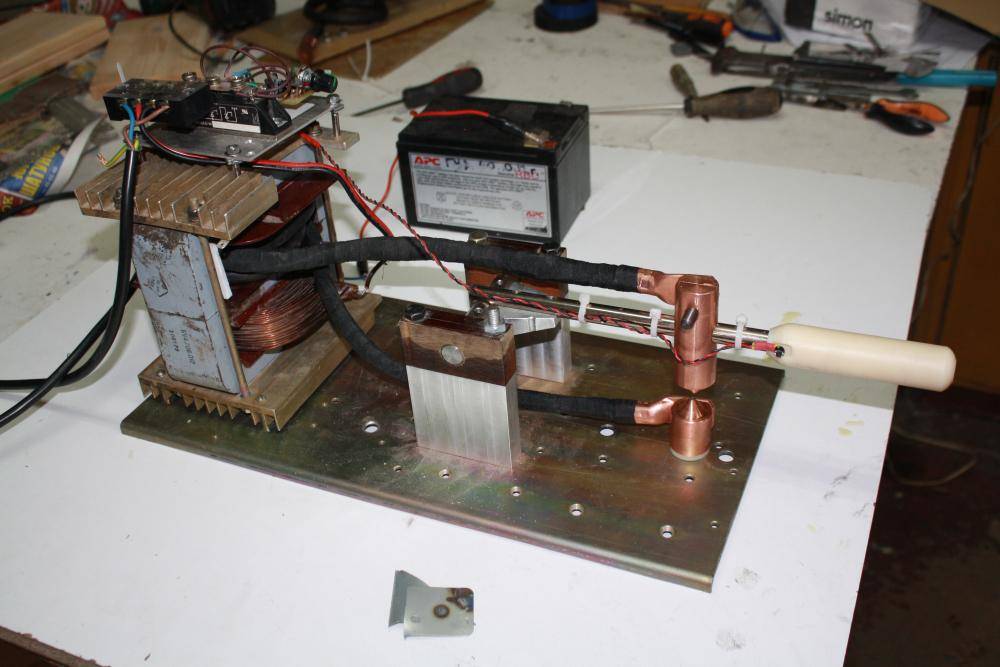
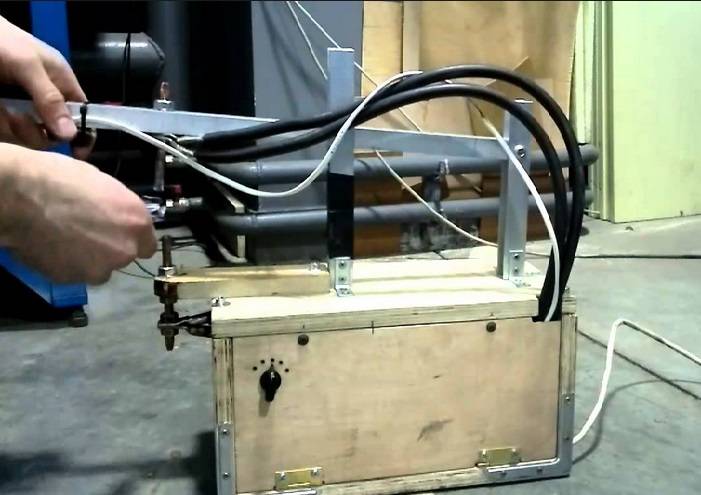
Самодельный аппарат для сварки
Схема является основой создания сварочного аппарата, а его «сердцем» можно считать трансформатор, который будет создавать необходимое напряжение.
Сразу стоить отметить, что данный элемент должен быть мощным с минимальным значением 700-800 ватт.
Видео:
Можно сделать самодельный сварочный аппарат с помощью инвертора, но для этого необходимы определенные знания и навыки. Использование трансформатора, а не инвертора, является более простым способом создания самодельного аппарата.
Трансформатор можно взять из микроволновки. Причем для этого подойдет старое устройство или микроволновку можно приобрести специально с рук.
Схема дальнейших действий следующая:
- Доставать трансформатор из микроволновки нужно аккуратно, убирая все крепления, разбирая основу;
- Вторичная намотка с трансформатора из микроволновки должна быть сбита. Использовать можно любой подручный инструмент: молоток, зубило, клещи, сверло и пр. Кстати сверло должно быть всегда под рукой при использовании точечной сварки. Вторичная обмотка отличается от первичной более толстым проводом. Действовать здесь нужно также аккуратно, чтобы не повредить провод, используемый для первичной обмотки;
- Необходимо сделать два-три витка новой вторичной обмотки. Для получения тока в 1000А желательно брать провод, толщина которого будет не меньше 1 см. Физически сделать больше трех витков не получится, поэтому при необходимости добавляется еще один трансформатор из микроволновки, как было сказано выше;
- Следующим шагом выполняется проверка обмотки на короткие замыкания. Используется для этого вольтметр. Если таковых не обнаруживается, следовательно, можно продолжать работу;
- Далее трансформатор из микроволновки проверяется амперметром. Если сила тока превышает значение 2000А, то необходимо ее уменьшить, чтобы избежать в дальнейшем перепадов напряжения.
Для электродов хорошо подойдет медная проволока. Толщина проволоки подбирается таким образом, чтобы диаметр провода не превышал ее диаметра.
Можно воспользоваться двумя паяльниками, точнее их жалами, которые можно установить в качестве электродов.
Потери тока можно снизить, укоротив длину провода, идущего от электрода.
Соединение провода с электродом происходит при помощи медного наконечника, можно сделать отверстие при помощи высверливания, сверло при этом используется на 8.
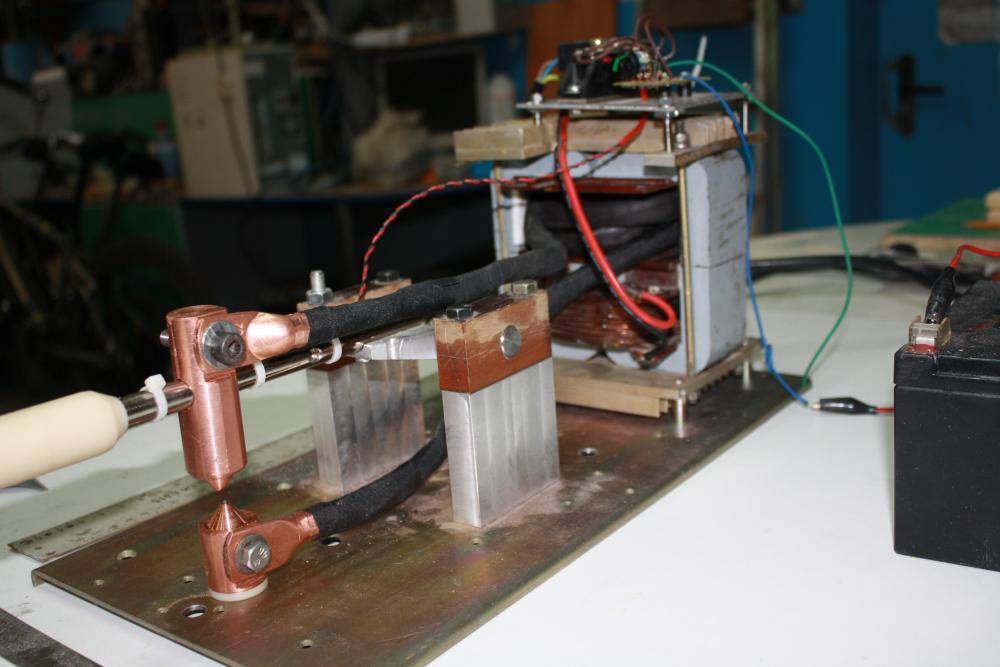
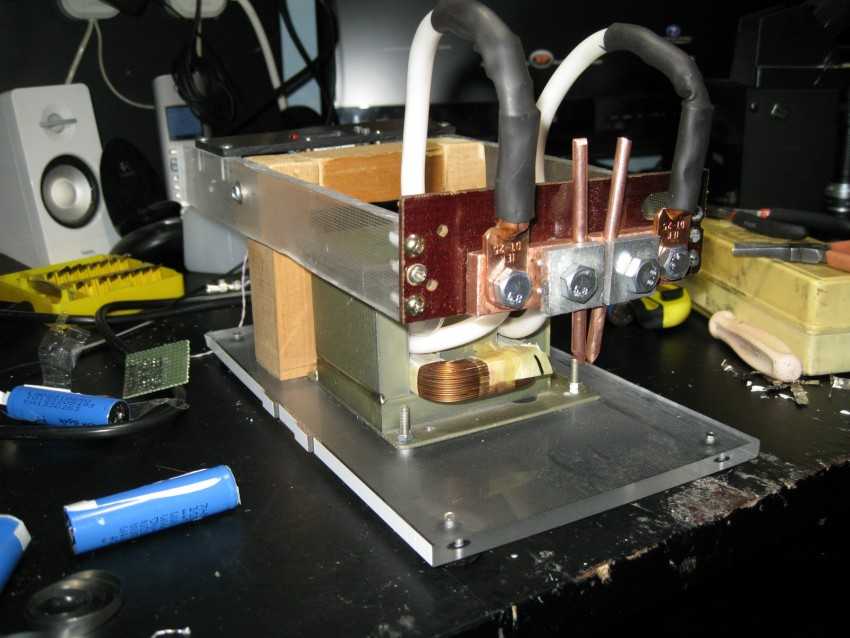
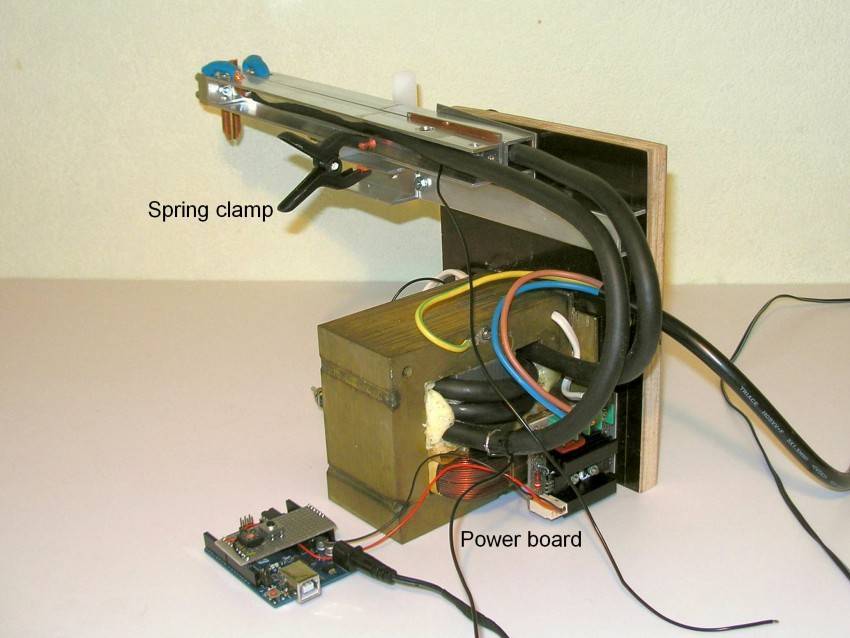
Далее для обеспечения безопасной работы самодельного сварочного аппарата необходимо сделать корпус. Лучшим материалом для этого послужит дерево.
При создании рычагов нужно учитывать следующий момент: необходимо создать свободное движение верхнего рычага по горизонтали и вертикали, сделать это можно с помощью специальных проемов в корпусе.
Видео:
При желании можно и нижний рычаг сделать аналогичным образом.
Необходимо предусмотреть место под включатель-выключатель на задней крышке прибора. После установки тумблера вставляется кабель питания.
Чтобы исключить возможность выпадения кабеля, его необходимо сделать более толстым, утолщить.
Трансформатор из микроволновки крепится к основанию с помощью саморезов. На крепление надевается клемма и делается заземление. Все соединения должны быть тщательно изолированы.
Чтобы верхний рычаг оставался в поднятом состоянии, можно воспользоваться обычной резинкой, надетой на два самореза.
Смотрите видео о точечной сварке своими руками в нашей статье.
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).







Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры “18” означают диаметр батарейки, а следующие “65” – ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.