Как изготовить плазменный резак
Рабочим инструментом установки плазменной резки является резак, или плазмотрон. Он создает поток воздуха, превращенный в плазму, разогретую до 30000°С, которая разрезает металл.
Изготовить его можно самостоятельно. Желательно в качестве образца использовать готовую конструкцию. Состоит плазмотрон из нескольких основных элементов:
- Центральный держатель со сменным электродом. При токе реза до 100А и толщине металла до 50 мм держатель изготавливается из медного прута, в более мощных аппаратах внутри есть каналы для водяного охлаждения. Для поджига дуги расстояние между электродом и соплом должно быть 2 мм, поэтому для регулировки плазмотрона центральный стержень делается подвижным.
- Изолятор между центральным электродом и наружным корпусом. Часть изолятора, ближняя к соплу, изнашивается и изготавливается сменной из фторопласта.
- Наружный корпус со сменным соплом. Плазма образуется в камере между электродом и соплом. При изготовлении устройства с водяным охлаждением внутри стенок находятся каналы для охлаждающей жидкости.
- Сменные насадки, кабеля – силовой и для вспомогательной дуги, шланги.
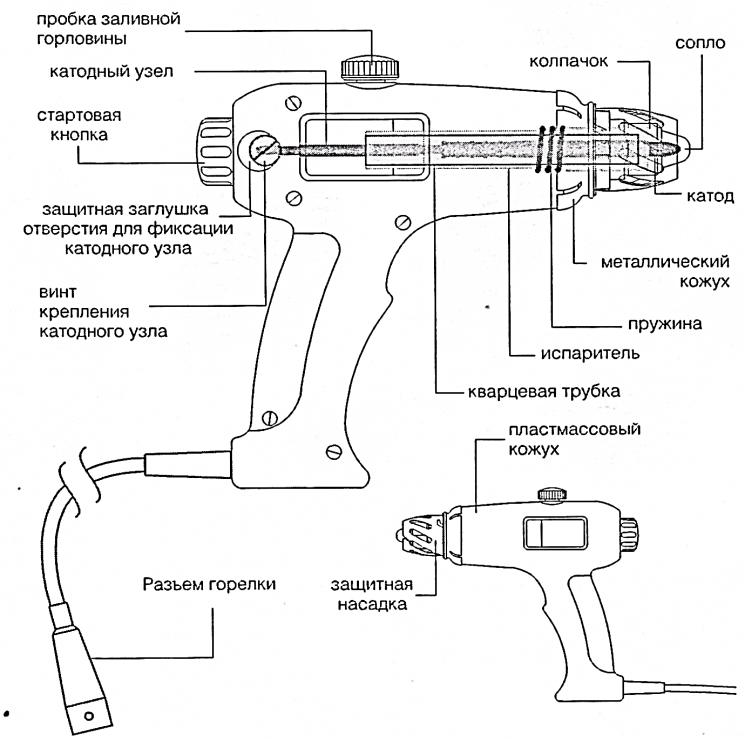
Один из способов изготовить такое устройство – это сделать его из горелки для аргонно-дуговой сварки. В ней есть большинство необходимых элементов:
- вольфрамовый электрод Ø4мм с возможностью регулировки положения;
- клемма и кабель для подачи к нему тока для сварки;
- направляющие каналы и шланг для подвода газа к соплу.
Для доработки необходимо:
- снять тонкостенное латунное сопло;
- накрутить вместо него изолирующую прокладку из фторопласта цилиндрической формы с резьбой снаружи и внутри цилиндра;
- сверху на прокладку накрутить латунный корпус с креплением для медного сопла;
- к корпусу припаять или прижать хомутом кабель для вспомогательной дуги;
- в рукоятке установить микровыключатель, включающий режим реза.

Сменные насадки
Сменными элементами, которые изнашиваются во время работы, являются электроды и сопла:
- Электрод изготавливается из меди со вставкой из тугоплавкого металла – бериллия, тория, циркония и гафния. Вставка находится в центре, напротив отверстия сопла. Вспомогательная кратковременная дуга появляется между краем электрода и соплом, рабочая постоянная между вставкой и деталью, поэтому вставка, является самым изнашивающимся элементом и заменяется вместе с электродом.
- Сопло формирует плазменную струю, образованную электродом. Оптимальный размер сопла 30мм, в центре находится отверстие Ø2мм. Во время работы плазма, проходящая через него, увеличивает диаметр канала, что делает поток газа шире, а рез менее аккуратным. Поэтому сопло, как и электрод, следует периодически менять.
Выбор газа
Несмотря на то, что любой металл можно разрезать потоком воздуха, создаваемым компрессором, для каждого из металлов есть оптимальный состав газа:
- медь, латунь и титана – азот;
- алюминий – смесь азота с водородом;
- высоколегированная сталь – аргон.

Описание самодельного плазмореза из инвертора
 Плазморез своими руками легче смастерить, взяв за основу инверторный сварочный аппарат. Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности.
Плазморез своими руками легче смастерить, взяв за основу инверторный сварочный аппарат. Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности.
Самодельный аппарат не оборудуется ЧПУ, в чем его недостаток и преимущество одновременно. Минус ручного управления в невозможности изготовления двух совершенно одинаковых деталей: мелкие серии деталей в чем-то будут отличаться. Плюс в том, что не придется покупать дорогостоящее ЧПУ. Для мобильного плазмореза ЧПУ не нужно, так как того не требуют выполняемые на нем задачи.
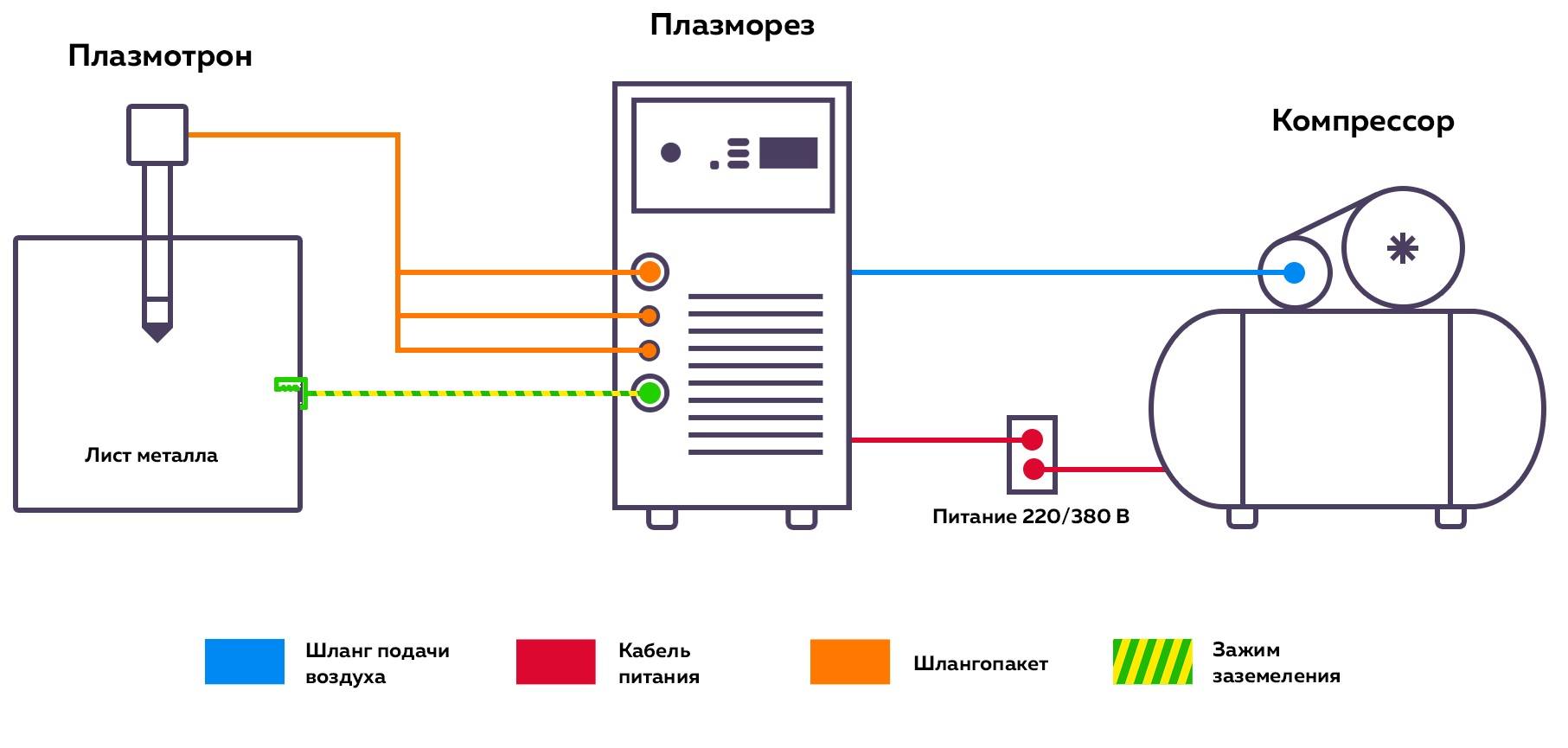
Главные составные части самодельного агрегата:
- плазмотрон;
- осциллятор;
- источник постоянного тока;
- компрессор или баллон со сжатым газом;
- кабели питания;
- шланги подключения.
Итак, сложных элементов в конструкции нет. Однако все элементы должны иметь определенные характеристики.
Принципиальная схема устройства
На типовом чертеже самодельного плазмореза отображают следующие элементы:
- Электрод. На этот компонент поступает напряжение от блока питания, благодаря чему осуществляется ионизация газовой среды. Для производства стержня используют тугоплавкие металлы – титан, гафний, цирконий.
- Сопло. Узел пропускает воздух, создает направленную струю из ионизированного газа.
- Охладитель. Отводит тепло от сопла, препятствуя перегреву плазмотрона.
Собираемый по типовой схеме аппарат имеет следующий принцип работы:
- Нажатием на клавишу «Пуск» включается реле. Оно обеспечивает подачу электричества к управляющему блоку.
- Второе реле направляет ток на инвертор. После этого включается система продувки горелки. Мощный воздушный поток попадает в камеру, прочищая ее.
- Срабатывает осциллятор, который ионизирует рабочий газ, циркулирующий между анодом и катодом. На этой стадии появляется первичная дуга.
- При поднесении горелки к металлу возникает разряд. Формируется режущая дуга.
- С помощью геркона отключается подача тока для розжига. При пропаже режущей дуги она возобновляется.
- После окончания резки реле включает компрессор. Нагнетаемый им воздух охлаждает сопло, удаляет продукты горения металла.
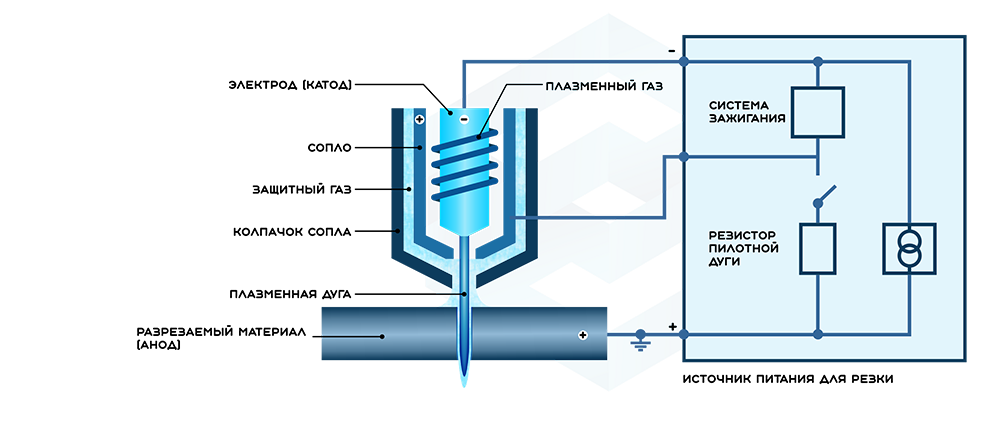
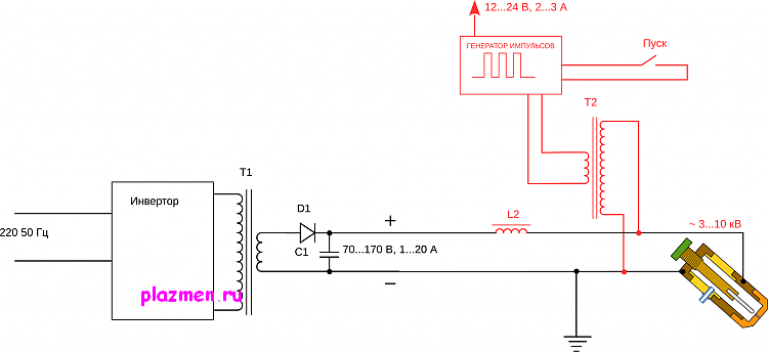
Принцип работы
Принцип работы такого оборудования чрезвычайно прост:
- Используемый источник тока, а в нашем случае это инвертор, вырабатывает напряжение и по кабелям подаёт его в плазмотрон.
- В плазмотроне находятся два электрода, между которыми и возбуждается высокотемпературная дуга.
- По специально закрученным каналам под высоким давлением в рабочую область с зажженной дугой подается поток воздуха или газ.
- К разрезаемому изделию предварительно подключается кабель массы, который замыкается на разрезаемую поверхность и обеспечивает возможность работы с металлом.
Источники постоянного тока
Технология плазменной резки неизменно потребует высокой мощности рабочего тока, показатели которого должны находиться на уровне полупрофессиональных и профессиональных инверторных сварочных аппаратов. Использовать в качестве источника тока трансформаторные сварочные аппараты не рекомендуется, так как подобные устройства отличаются громоздкими габаритами и неудобны в работе. А вот инвертор станет отличным выбором, так как такие устройства сочетают компактные габариты и обеспечивают качественный электроток.
Схемы и чертежи плазмореза своими руками отличаются простотой, при этом существенно сокращаются затраты на изготовление такого оборудования. Сделанный ручной компактный плазморез из сварочного инвертора сможет справиться с резкой металла, толщина листа которого будет достигать 30 мм. Если говорить о преимуществах таких домашних плазморезов, выполненных с использованием инвертора, то отметим следующее:
- Отсутствие искр металла.
- Гладкость кромок.
- Точность линий.
- Решены проблемы с перегревом.
Используемый источник тока должен соответствовать следующим требованиям:
- Питание от сети с напряжением 220 Вольт.
- Возможность работать с мощностью в 4 кВт.
- Показатель холостого хода должен составлять 220 Вольт.
- Диапазон регулировки силы тока находится в диапазоне 20−40 Ампер.
Конструкция плазмотрона
Плазмотрон является вторым по важности элементом резака для металла. Рассмотрим поподробнее конструкцию плазмотрона и принцип его работы
Состоит он из основного и вспомогательного электрода. Основной электрод выполняется из тугоплавких металлов, а вспомогательный, который имеет форму сопла, обычно делается из меди.
В плазмотроне катодом является основной электрод из тугоплавкого металла, а медный электрод-сопло используется в качестве анода, что и позволяет обеспечить качественный электроток и высокотемпературную дугу для разрезания металла.
Выполненный плазмотрон отвечает за создание и поддержание дуги, которая располагается между обрабатываемой деталью и резаком. От формы и конструкции сопла будет зависеть толщина реза, а также температура, которая создается таким резаком. Используемое сопло может выполняться с полусферической или конической формой, обеспечивая рабочую температуру на уровне 30 000 градусов по Цельсию.
К плазмотрону подается рабочий газ из баллона, при этом используются специальные сверхпрочные газовые шланги, способные выдерживать повышенное давление. В каждом конкретном случае в зависимости от материала, с которым проводится работа, используемый газ, который необходим для разрезания металла, может отличаться.
Рабочий газ подается по специальным каналам, причём наличие у трубки подачи многочисленных витков позволяет обеспечить нужные завихрения воздуха, что, в свою очередь, гарантирует качественную разрезающую плазменную дугу, которая будет иметь правильную форму. Тем самым улучшается качество резки и сварки металла и минимизируется толщина шва.
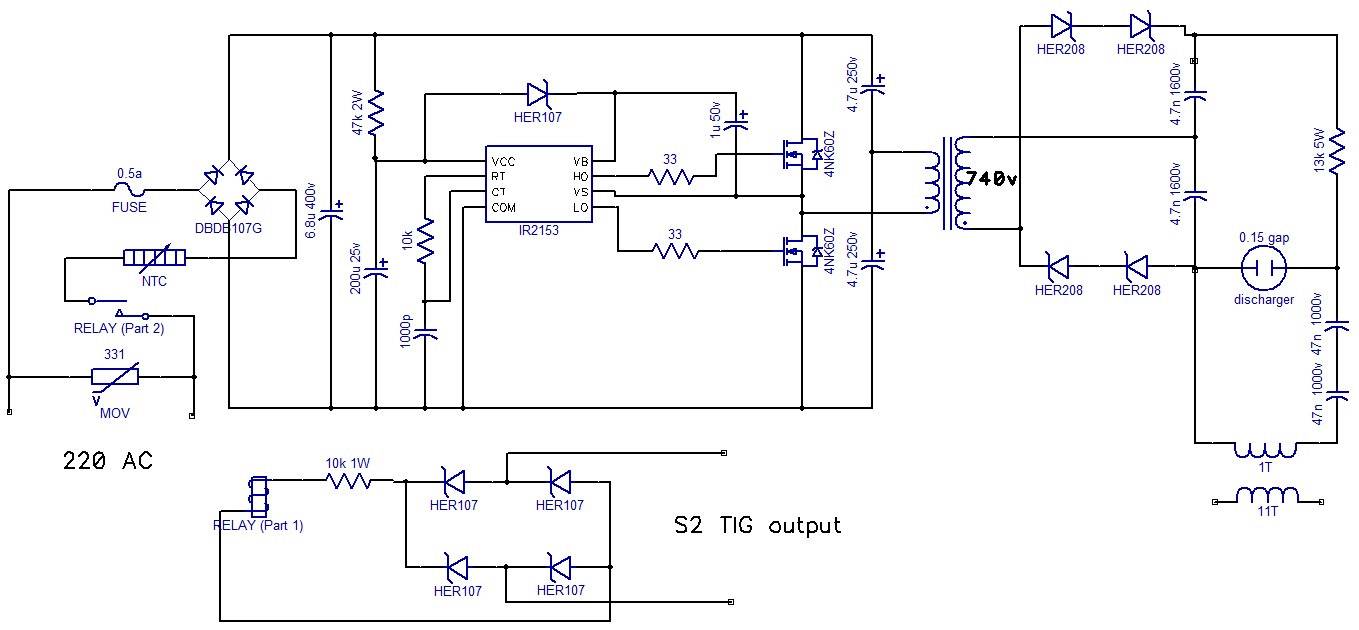
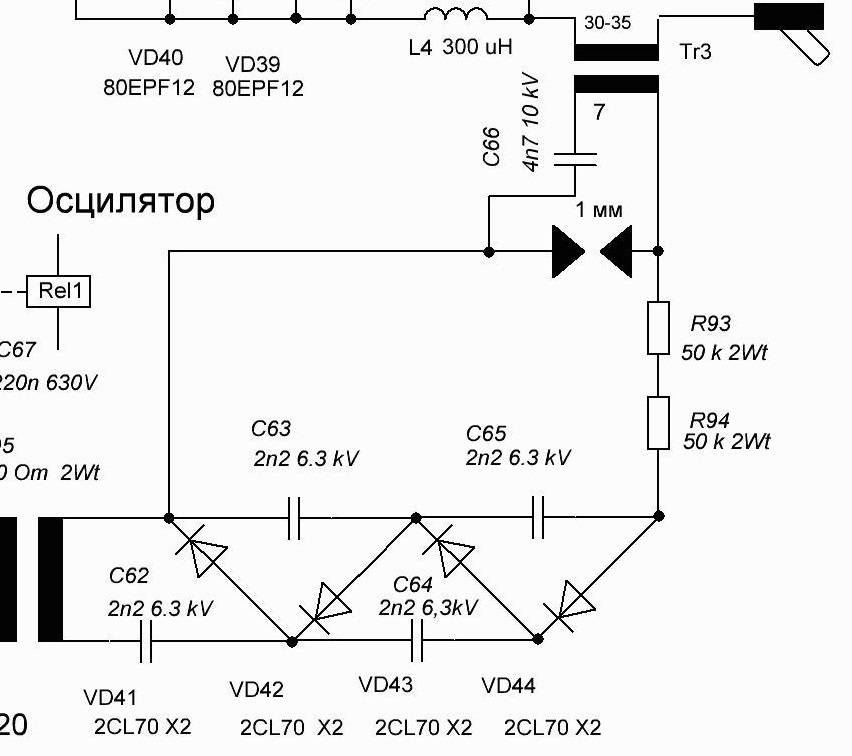
Осциллятор
Особенностью плазморезов является тот факт, что для начала работы необходим предварительный поджиг дуги, лишь после этого в плазмотрон подается газ, создаётся необходимой температуры дуга и осуществляется разрезание металла. В качестве такого своеобразного стартера используется осциллятор, который и служит для предварительного поджига дуги. Схема выполнения осциллятора не представляет сложности.
В Интернете вы сможете найти функциональные и электрические схемы осцилляторов, выполнить которые не составит труда. Необходимо лишь использовать качественные электросхемы и конденсаторы, которые будут по своим параметрам подходить к генерируемому инвертором электротоку. В зависимости от своего типа такая горелка может включаться в схему питания плазмотрона последовательно или параллельно.
Изготовление катодного блока
Корпус катодного блока изготавливается из полимерной или текстолитовой трубы диаметром равным внутреннему диаметру внешнего цилиндра анодного блока. На нижнем торце трубы нарезается внешняя резьба для соединения с корпусом анодного блока. Внутри корпуса нарезается резьба для ввинчивания держателя катода. Длина корпуса 7-10 см.
Держатель катода изготавливается из бронзы или стали и имеет разный диаметр на разных участках. Нижний участок, длиной в 15-20 мм, выполняется в виде заостренной трубки диаметром в 8-10 мм и внутренним диаметром в 5-5,5 мм.
Средний участок, длиной в 20-25 мм, имеет диаметр равный внутреннему диаметру корпуса катодного блока. На этом участке нарезается резьба для крепления на корпусе.
Диаметр внутреннего канала должен быть не менее 5 мм. Верхний участок, длиной в 30-40 мм, имеет диаметр 10-15 мм. Внутренний диаметр этого участка 6-7 мм. На верхнем участке держателя нарезается внутренняя резьба для крепления электрода. Снаружи в верхней части нарезается резьба на длине 20-25 мм для установки стопорной гайки. Такой держатель лучше всего изготовить на токарном станке.





Катод изготавливается из стандартного вольфрамового сварочного электрода диаметром 4 мм. Его конец заостряется. Вольфрамовый стержень длиной в 40-50 мм прочно соединяется с хвостовиком катода, на котором нарезается резьба для крепления на верхнем участке держателя катода. Длина хвостовика 40-60 мм, диаметр 6-7 мм. Верхняя часть хвостовика переходит в регулировочный винт (любой формы), который, в свою очередь, имеет ручку из изоляционного материала. Катод закручивается во внутренний канал держателя так, чтобы его заостренный конец вышел из нижнего (направляющего) участка держателя на 5-10 мм. Путем вращения ручкой положение катода можно изменять.
В корпусе катодного блока на уровне нижнего участка держателя сверлится отверстие и устанавливается штуцер для подачи плазмообразующего газа. Газ подается через трубку, размещенную в пространстве между нижней частью держателя и корпусом. В держателе предусмотрен винт для подключения электрического питания. В верхней части корпуса просверлено отверстие для прохождения провода (кабеля).
Преимущество плазмореза перед газовым резаком
Одним из самых простых устройств для резки металла является газовый резак. Такой прибор стоит небольших денег и расходные материалы к нему также недороги. Но при выполнении газосварочных работ происходит нагрев слишком большой площади металла.
По этой причине материалы, обладающие большой теплопроводностью могут покоробиться и изменить цвет. Как в месте плавления металла, так и на значительном удалении от термического воздействия пламени горелки.
Преимущество плазмореза заключается в том, что удаётся получить очень тонкую струю раскалённого газа, которая будет воздействовать на небольшую площадь поверхности, что позволит значительно уменьшить нагрев детали.
Принцип действия
Для того чтобы создать хороший рабочий инструмент этого типа, очень важно понимать принцип работы и устройство плазмореза. Работает этот аппарат следующим образом:
При запуске оборудования, источник тока начинает производить выработку необходимого напряжения, которое передается через кабеля в резак-горелку.
В плазмотроне(резак-горелка) имеется два основных элемента – это катод и анод. Между этими двумя деталями будет происходить возбуждение дуги.
Мощный поток воздуха, который движется под высоким давлением, а также преодолевает специальные закрученные кабеля, выводит дугу наружу. В это же время, подаваемый воздух сильно увеличивает температуру дуги.
Далее в работу вступает кабель массы, который всегда заранее подключается к устройству
Он создает замыкание дуги на рабочей поверхности, что и обеспечивает стабильную работу плазмореза.
Важно отметить, что при переделке инвертора в плазморез сохраняется возможность сварки. То есть резак можно использовать еще и как сварочный аппарат
В этом случае лучше всего использовать аргон в качестве основного газа или же другую инертную смесь, которая способна защитить сварочную ванну, от воздействия окружающей среды.

Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
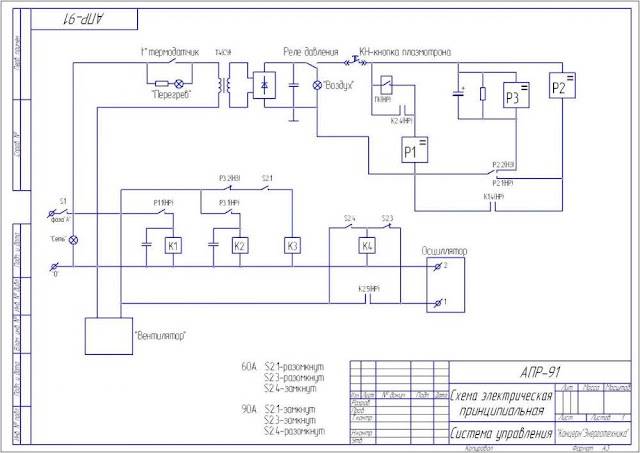
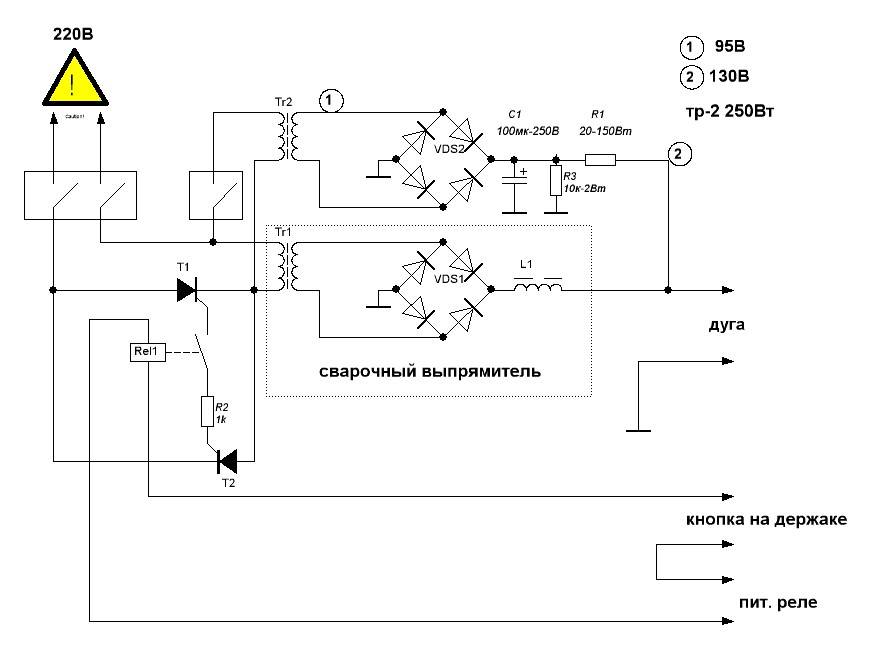
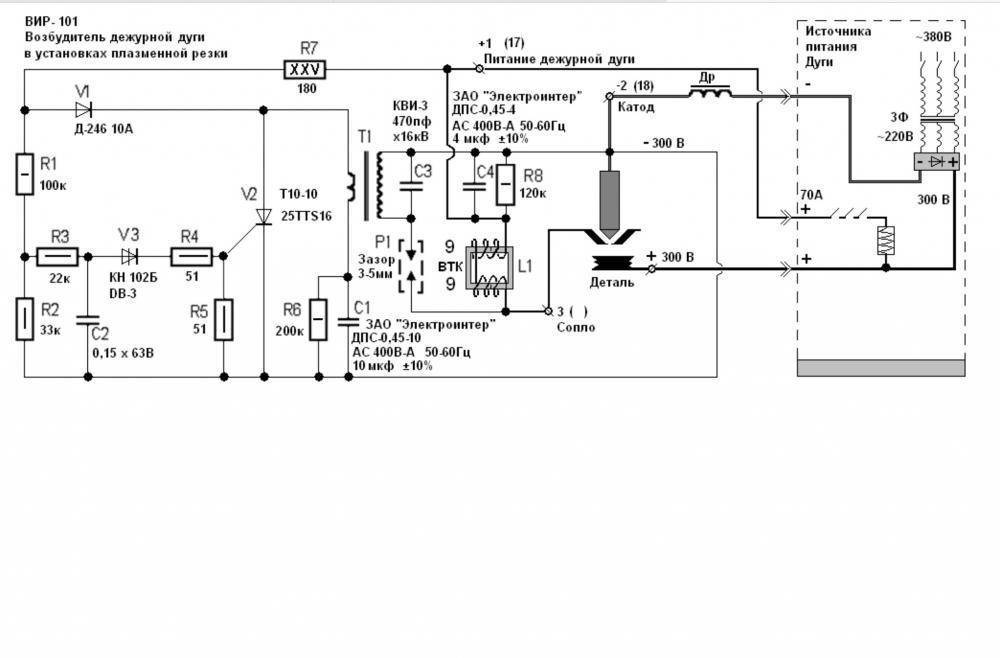
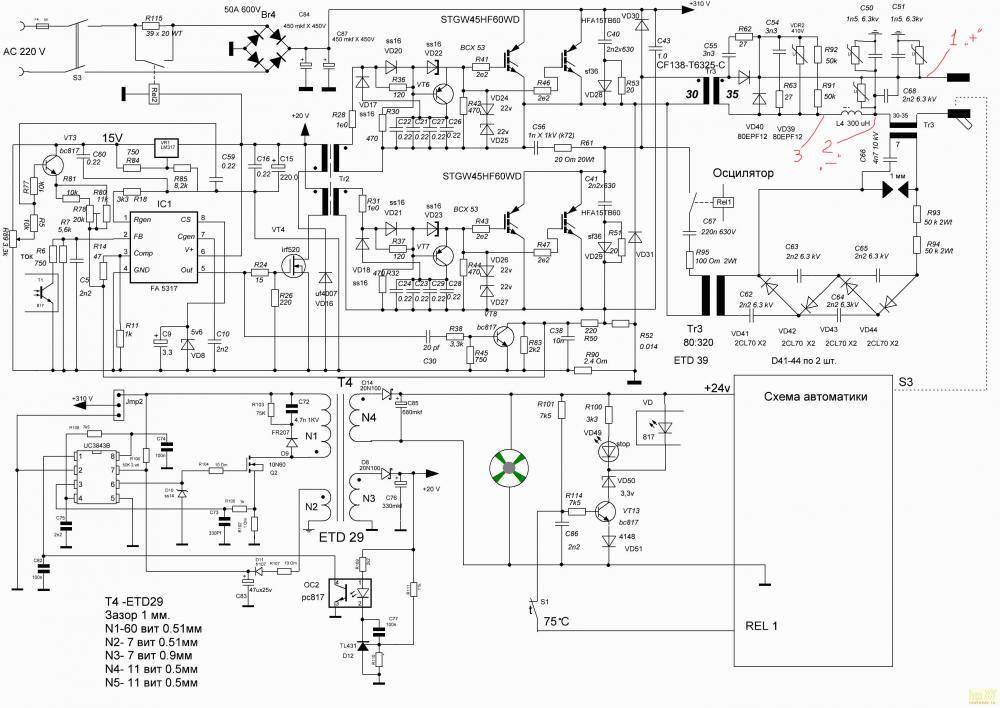
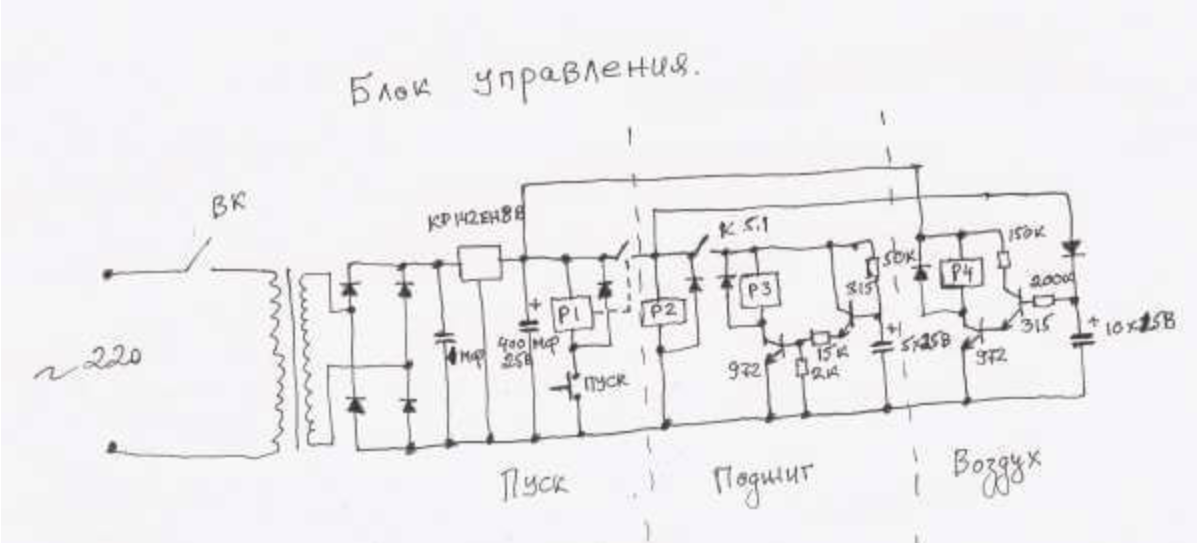
Схема
Как любая электроустановка, агрегат плазменной резки собирается согласно электросхемам.
Принципиальная
На этой схеме указаны все элементы установки независимо от их расположения. Основной целью этого чертежа является показать связи между деталями и упростить понимание работы установки.
На принципиальной схеме аппарата изображены следующие элементы:
- питающий трансформатор с выпрямителем;
- осциллятор;
- токовое реле;
- резистор, ограничивающий ток вспомогательной дуги;
- контактор, отключающий эту дугу;
- пускатель, включающий аппарат;
- кнопка включения реза;
- компрессор с аппаратурой управления.
Управления
В схеме управления показаны все кнопки и регуляторы, которые находятся на пульту или непосредственно на плазмотроне:
- кнопки включения компрессора;
- регулятор давления воздуха;
- при наличии охлаждающей жидкости кнопки и регуляторы ее потоком;
- амперметр;
- вольтметр;
- датчики протока воды и воздуха;
- кнопка управления резом (может находиться на рукоятке плазмотрона).
Информация! Все эти элементы изображены так же на принципиальной схеме.
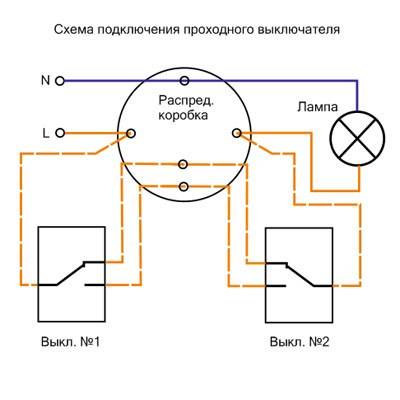
Подключения
На схеме подключения указаны кабеля и шланги, соединяющие все элементы между собой. На ней указывается сечение и длина проводов, а также место подключения.





Рекомендации по работе с аппаратами новичкам
Подобранный правильным образом аппарат и необходимый для сварки режим помогут осуществить работу без трещин и образования раковин даже с таким металлом как алюминий, являющимся достаточно капризным для проведения такого рода работ.
Сварка плазменная. Видео. Неопытные сварщики могут столкнуться в процессе сварки с чрезмерным разбрызгиванием металла из-за сильного давления пара. Начинающим сварщикам лучше подбирать такое оборудование, чтобы оно было с большим соплом и самым большим диаметром отверстия для работы.
Благодаря этому, давление пара будет не столь высоким, а факел одновременно сможет охватить и одну и другую кромки деталей, что увеличит вероятность получения качественного шва.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемыйматериал | Параметры режима | ||||||
| Толщина(мм) | Диаметрсопла(мм) | Силатока(А) | Напряже-ние (В) | Расходвоздуха(л/мин) | Скоростьрезки(м/мин) | Средняяширинареза(мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
3 Плазмообразующие газы и их влияние на возможности резки
Плазмообразующая среда – это, пожалуй, ключевой параметр процесса, который определяет его технологический потенциал. От состава данной среды зависит возможность:
- настройки показателя теплового потока в зоне обработки металла и плотности тока в нем (за счет изменения отношения сечения сопла к току);
- варьирования объема тепловой энергии в широких пределах;
- регулирования показателя поверхностного напряжения, химсостава и вязкости материала, который подвергается резке;
- контроля глубины насыщенного газом слоя, а также характера химических и физических процессов в зоне обработки;
- защиты от появления подплывов на металлических и алюминиевых листах (на их нижних краях);
- формирования оптимальных условий для выноса из полости реза расплавленного металла.

Кроме того, многие технические параметры оборудования, используемого для плазменной резки, также зависят от состава описываемой нами среды, в частности следующие:
- конструкция охлаждающего механизма для сопел устройства;
- вариант крепления в плазмотроне катода, его материал и уровень интенсивности подачи на него охлаждающей жидкости;
- схема управления агрегатом (его циклограмма определяются именно расходом и составом газа, используемого для формирования плазмы);
- динамические и статические (внешние) характеристики источника питания, а также показатель его мощности.

Мало знать, как работает плазменная резка, кроме этого следует правильно подбирать комбинацию газов для создания плазмообразующей среды, принимая во внимание цену применяемых материалов и непосредственно себестоимость операции резки. Как правило, для полуавтоматической и ручной обработки коррозионностойких сплавов, а также машинной и экономичной ручной обработки меди и алюминия используют среду, образованную азотом. А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди
А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди
Как правило, для полуавтоматической и ручной обработки коррозионностойких сплавов, а также машинной и экономичной ручной обработки меди и алюминия используют среду, образованную азотом. А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди.
Устройство плазмореза
Само название уже информирует о том, что резка металлов производится с помощью плазмы. А плазма – это ионизированный газ, который обладает высокой проводимостью электрического тока. И чем выше температура этого газа, тем выше проводимость, а значит, сила резки увеличивается.
Для процессов резки металлов используют воздушно-плазменную дугу. При этом электрический ток имеет непосредственное воздействие на металлические поверхности. То есть, принцип работы плазмореза такой:
- Плавление металла.
- Выдувание его жидкого состояния из зоны среза.
Состоит плазменный резак из:
- источника питания – это может быть сварочный трансформатор или инвертор;
- самого резака, который иногда называют плазмотроном;
- компрессора;
- шлангов.
Важно понять конструктивные особенности самого резака. Внутри него вставлен электрод, изготовленный из редких металлов, таких как бериллий, гафний, цирконий и так далее
Почему именно они? Потому что в процессе нагревания на поверхности такого электрода образуются тугоплавкие оксиды. Они своеобразная защита самого электрода, которая обеспечивает целостность материала, то есть, не разрушается. Но чаще всего в плазменных резаках устанавливаются электроды из гафния, потому что он не токсичен, как торий, и нерадиоактивен, как бериллий.
Немаловажное значение в конструкции резака играет и сопло, через который подается плазма на резку. Именно от него и зависят основные характеристики оборудования
А точнее сказать, от его диаметра и длины. От диаметра зависит мощность плазменного потока, а соответственно и быстрота среза и ширины срезанной канавки. Конечно, от этого зависит и скорость охлаждения заготовки. Чаще всего на резаках плазменной резки устанавливается сопло диаметром 3 мм. Длина сопла влияет на качество среза. Чем оно длиннее, тем качество выше. Хотя очень длинное сопло быстро выходит из строя.
Особенности работы с плазморезом в домашних условиях
Использование плазмореза в бытовых условиях — отличный способ сделать что-либо своими руками.
После того как знакомство с устройством и принципом работы аппарата для воздушной плазменной резки, а также выбор нужного типа оборудования состоялись, необходимо принять к сведению еще некоторые моменты: меры безопасности, подготовка оборудования к работе, эксплуатация, согласно требованиям, указанным в техническом паспорте.
Видео:





Наряду с удовольствием сделать плазменную резку своими руками, существует немало опасностей. К их числу относится: поражение электрическим током, раскаленным металлом, плазмой или ультрафиолетовым излучением.
Поэтому, прежде чем приступить к плазменной резке своими руками, необходимо подготовить аппарат к дальнейшей эксплуатации.
А именно:
- Ознакомиться с инструкцией по использованию аппарата;
- Установить устройство так, чтобы обеспечить постоянный доступ воздуха. Попадание брызг расплавленного металла на оборудование недопустимо;
- Отрегулировать уровень давления воздуха, идущего в плазмотрон, в соответствии с техническими параметрами устройства;
- Подготовить поверхность обрабатываемой заготовки, очистить от ржавчины или масляных пятен. В противном случае, не исключена возможность выделения ядовитых паров при воздействии плазмой;
- Заранее определить необходимую скорость резки и мощность тока. Только так, рез, сделанный своими руками, будет ровным и без наплывов. Эти параметры при работе с различными металлами могут отличаться.
Если нет достаточного опыта работы с плазморезом своими руками, то нужно ориентироваться на искры, которые появляются с обратной стороны материала в процессе обработки.
Отсутствие искр — верный знак того, что заготовка еще не разрезана. Также не стоит вести резак слишком медленно. Это может привести к плохому качеству резки.
Чтобы этого не случилось, необходимо следить за положением плазмореза — оно должно быть строго перпендикулярным по отношению к плоскости заготовки.
Также важно использовать дистанционные упоры, с их помощью сохранить стабильное расстояние между соплом устройства и обрабатываемой поверхностью значительно проще. Видео:
Видео:
Освоить плазменную резку самостоятельно вполне по силам даже неопытным мастерам.
Главное, не игнорировать правила техники безопасности и вовремя менять расходные материалы — сопло и электрод.
1 Принцип работы воздушно-плазменной установки
Любая установка для воздушно-плазменной резки, переносная или промышленная, работает по следующему принципу. При запуске устройства между электродом его резака (плазмотрона) и разрезаемым металлом либо соплом того же резака образуется электрическая дуга, называемая дежурной и имеющая температуру до 5000 °C. Сразу после этого в сопло под давлением подается газ.
В результате температура дуги возрастает до 20 000 °C, что, в свою очередь, приводит к ионизации газа и преобразованию его в низкотемпературную плазму (по-другому высокотемпературный газ). Газовая струя продолжает нагреваться от дуги, и ее ионизация при этом возрастает, что завершается повышением температуры плазмы до 30 000 °C. В этот момент происходит электрический пробой через струю газа (плазмы), который в ионизированном состоянии при такой температуре превращается в проводник между обрабатываемым металлом и электродом плазмотрона.

То есть зажигается другая электрическая дуга, так называемая рабочая. Дежурная при этом сразу отключается. Воздушно-плазменная установка переходит в рабочий режим. При этом скорость выхода плазмы из сопла резака может достигать 500–1500 м/с. Ионизированная струя газа ярко светится, попадая на заготовку в месте реза, разогревает ее локально и плавит, как показано на видео.
Газы, используемые для создания плазмы:
- воздух;
- азот;
- кислород;
- аргон;
- водород;
- водяной пар.