Дополнительные параметры выбора
Бюджетные модели, как правило, позволяют регулировать только форму сопла и скорость подачи краски. Более дорогие допускают также управление рабочим давлением, выбором рабочего режима, оборудованы электронной системой подачи и прочими. Начинающему домашнему мастеру стоит подумать, нужны ли ему эти дорогое профессиональные игрушки.

Краскопульт Wagner
Главное при выборе — это добиться соответствия приобретаемого устройства той работе, которая для него планируется.
Устройство и виды электростатических краскораспылителей
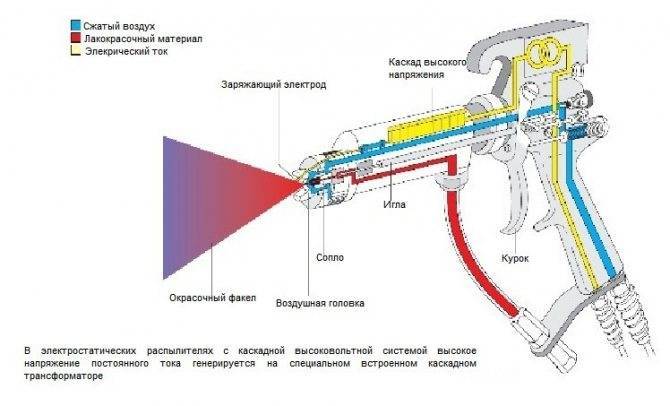
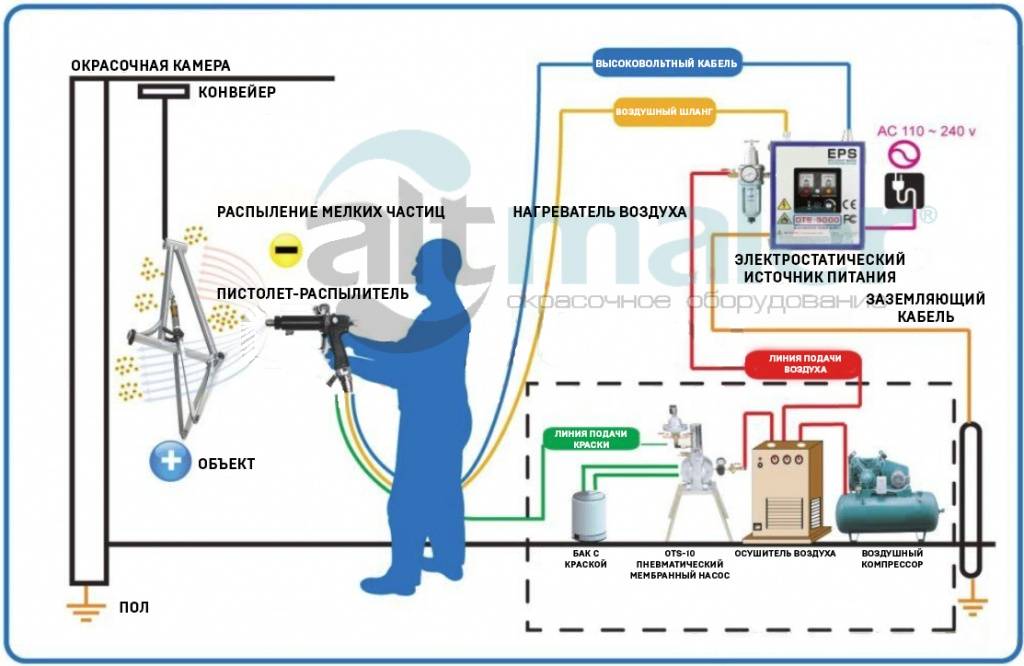
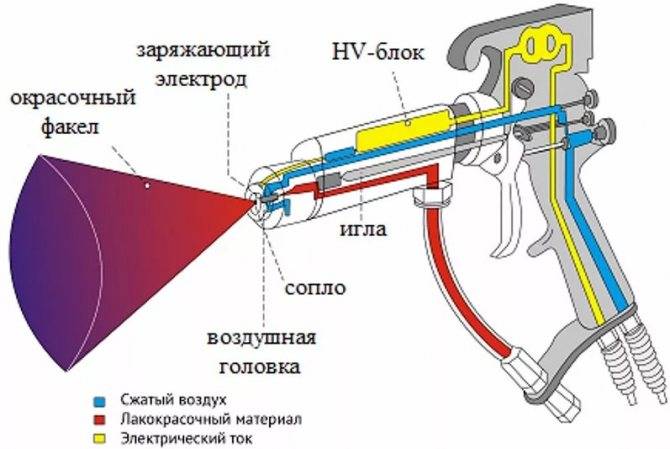
Если сравнивать электростатические краскораспылители с традиционными, то общими чертами можно считать принцип работы материало — и воздухопроводящих каналов, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического потенциала на этом электроде. В дополнение к описанным выше принципиальным отличиям в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготавливается из стали или алюминия, в то время как в случае электростатических краскораспылителей корпус обычно выполняется из комбинации изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения электрическим током.
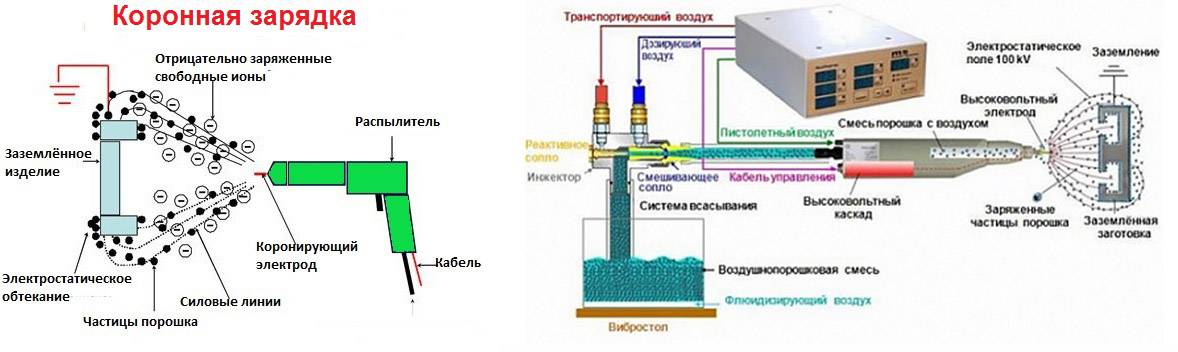
Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее.
В случае классических (внешних) высоковольтных систем высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя; встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам — нестабильность высокого напряжения на электроде; отсутствие независимого выключателя электрического питания на краскораспылителе.
В каскадных (встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскадном трансформаторе, встроенном в краскораспылитель. При этом напряжение 12 V постоянного тока подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
К достоинствам краскораспылителей с каскадной высоковольтной технологией относятся:
стабильность высокого напряжения на электроде и связанная с этим равномерность зарядки материала; наличие встроенного в краскораспылитель регулятора высокого напряжения и независимого выключателя электрического питания, а к недостаткам — наличие электронных элементов в корпусе краскораспылителя и связанная с этим его высокая стоимость; сравнительно высокий вес краскораспылителей.
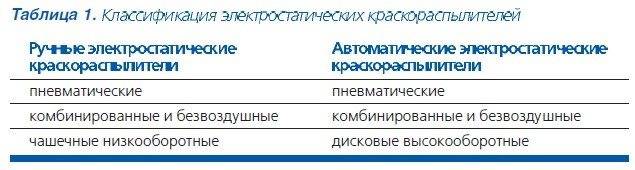
Электростатические краскораспылители можно разделить на ручные и автоматические, которые, в свою очередь, можно классифицировать, как это показано в таблице 1.
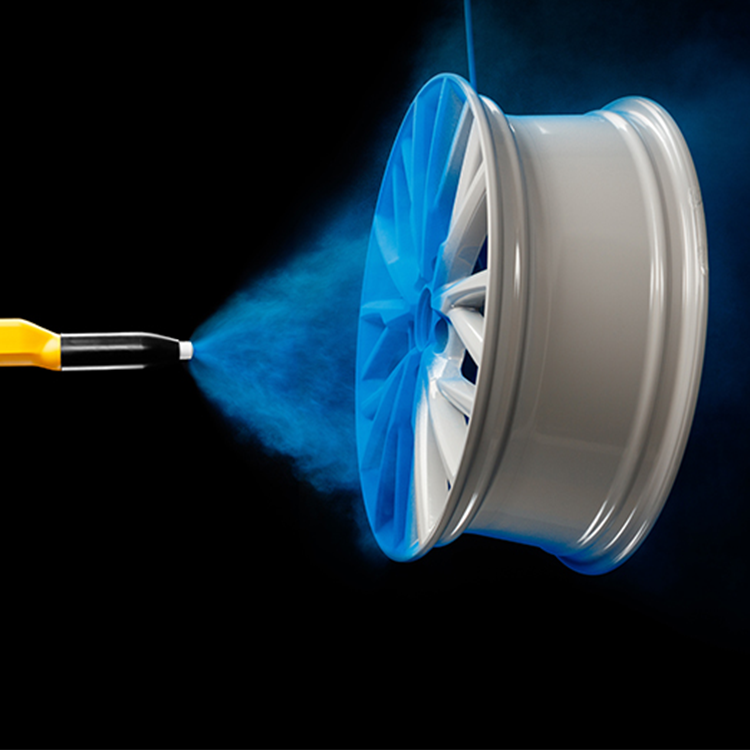
Как уже упоминалось выше, первичное распыление ЛКМ в случае пневматических, комбинированных и безвоздушных электростатических краскораспылителей происходит точно также, как и в соответствующих традиционных краскораспылителях, поэтому они находят схожие области применения, а наличие электростатического поля позволяет повысить коэффициент переноса материала до 70-90 %.
Совсем иначе выглядит процесс нанесения ЛКМ с помощью чашечных и дисковых электростатических краскораспылителей: в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, которые возникают при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90-98 %.

Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки – до 600 об/мин.), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95-98 %, не нашли применения в условиях серийного и массового производства в силу низкой
производительности (до 200 мл./мин.), а используются, в основном, для мелкосерийной ручной окраски решетчатых металлоконструкций, поскольку в этом случае трудно найти другой более экономичный способ качественного нанесения ЛКМ.
Характерной особенностью высокооборотных дисковых краскораспылителей является то, что для сужения факела ЛКМ, созданного быстровращающимся диском (скорость вращения диска — до 60000 мин.), используется поддув сжатого воздуха по всей периферии этого факела. Данный тип электростатических краскораспылителей благодаря высокой производительности и экономичности работы (коэффициент переноса материала достигает 90 %) широко используется при конвейерной окраске кузовов автомобилей и их комплектующих, бытовой техники и металлической мебели.
Использование технологии в России
Технология покраски электростатического типа характеризуется большим количеством достоинств. Но в российских условиях использование такого вида распыления пока не нашло массового использования. Основной причиной в отсутствии достаточного числа квалифицированных специалистов. Само по себе оборудование достаточно сложно, им нужно иметь пользоваться, и в обратном случае вместо напыления электростатического типа краска будет распыляться стандартным методом, что не даст планируемого эффекта. Еще одной проблемой в российский условиях будет поиск лакокрасочный материалов с требуемым уровнем электрической проводимости.
Обратите внимание, что требуется сказать про одно популярное заблуждение – большинство маляров считают, что чем больше факел, тем скорее будет обработана поверхность. Но на практике все совсем не так, и увеличение факела лишь делает электростатический аппарат в простой краскопульт
Окрашивание электростатического типа, естественно, имеет огромные перспективы использования. В продаже есть требуемое оборудование, а технология является прекрасно изученной. Но для большего распространения нанесению лакокрасочного материала таким методом требуется специально обучаться, а после проверять знания на практике.








Подготовка основного и вспомогательного оборудования
В качестве механизма подачи красителя к месту обработки и его равномерного распределения по поверхности дисков желательно применять устройства промышленного класса (пистолет для порошковой покраски плюс компрессорная установка). В домашних условиях дорогостоящие покрасочные агрегаты удобнее всего арендовать на время проведения основных работ.
Кроме того, с целью энергоснабжения основного и вспомогательного оборудования (термической печи, компрессора, системы обогревателей и освещения) к выбранному помещению должна быть подведена мощная электропроводка.
При соблюдении указанных условий известные приёмы сушки и полимеризации окрашиваемых поверхностей могут быть реализованы следующими способами:
- в простейшем случае – за счёт применения системы электрических обогревателей достаточно высокой мощности;
- при более профессиональном подходе – с помощью специальной печи для порошковой покраски обрабатываемых изделий.
Понятно, что реализация второго варианта связана с большими материальными и трудовыми затратами, даже при условии, что вы арендуете печное оборудование на время проведения комплексных работ.
При этом самостоятельная покраска дисков всё равно обойдётся вам дешевле, чем в случае обращения в ремонтную автомастерскую.

В качестве одного из вариантов профессионального подхода к обустройству печи, обеспечивающей качественную полимеризацию красителя, может рассматриваться случай её изготовления своими руками. С порядком её сборки и подключения к сети вы сможете ознакомиться в наших будущих статьях.
Тем же, кто решил заняться порошковой покраской в домашних условиях и обойтись при этом без специальной печной конструкции, советуем обратить внимание на возможность применения обычных электрообогревателей. При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию. При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию
При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию.
Вот почему ещё на стадии подготовительных мероприятий следует побеспокоиться о качестве электропроводящих кабелей и тщательно проверить режимы работы всех подключаемых к ним устройств.
Обратите внимание: К перечисленному оборудованию следует добавить мощный пылесос с насадкой типа «циклон», посредством которого вы сможете обеспечить максимальную чистоту воздуха в зоне покраски. Потребность в этом бытовом устройстве, как правило, возникает в случаях, когда окрасочная камера не оборудована полноценной вентиляцией
Преимущества и недостатки электростатического метода нанесения лакокрасочных материалов
Достоинства электростатического метода нанесения краски и лака
К достоинствам электростатического метода нанесения ЛКМ относят:
- экономия ЛКМ, особенно при окраске изделий, имеющих множество деталей с малой площадью поверхности (например, стулья, оконные рамы)
- быстрое нанесение благодаря лучшему окрашиванию проблемных мест детали, высокому коэффициенту переноса ЛКМ, возможности окрашивания одновременно и с тыльной стороны
- хорошее качество покрытия: однородный слой ЛКМ одинаковой толщины
- улучшенные санитарно-гигиенические условия труда маляра, значительное снижение лакокрасочного тумана
- экологичность: уменьшение выбросов летучих веществ в атмосферу уменьшение затрат на обслуживание рабочего места, кабины (замена фильтров)
Недостатки электростатического метода нанесения краски и лака
К недостаткам электростатического метода нанесения ЛКМ относят:
- при регулировании определённых параметров, таких как электрическое напряжение, электропроводность ЛКМ, давление в системе, скорость воздуха, расстояние пистолета до окрашиваемой поверхности, требуется предельная аккуратность. Если эти параметры не соблюдаются достаточно точно, то потери лакокрасочных материалов возрастают
- окрашиваемое изделие должно иметь простую геометрическую форму. Острые углы создают зоны электростатической тени, которые отклоняют капельки материала, не позволяют им ложиться на поверхность и приводят к формированию неоднородного покрытия. Кроме того, электростатическое поле не образуется внутри углублений и пустот, поэтому нанесение на такие элементы ЛКМ электростатическим способом невозможно
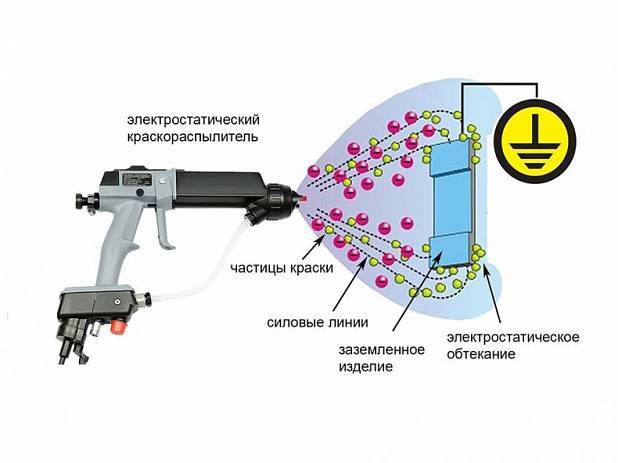
- должна обеспечиваться в определённых пределах проводимость наносимого материала и окрашиваемою изделия. Если нанесенный материал не будет сохранять отрицательно заряженные частицы (большая проводимость, слишком быстрый разряд на землю), то облако распылённого материала будет слишком сильно притягиваться ближайшей окрашиваемой поверхностью, и прокрас противоположной стороны будет недостаточен. И наоборот, если нанесённый материал будет сохранять исходный отрицательный заряд (малая проводимость, слишком медленный разряд на землю), то наносимый материал будет отражаться и возвращаться к той точке, из которой он был распылён, осаждаясь на оператора и на стены покрасочной кабины
- не применимо к материалам с высокой вязкостью (не более 30 сек. DIN4).
Способы получения
Новейшие технологии порошковой покраски металла позволяют благодаря своим инновационным методикам использовать несколько способов нанесения полимерных порошковых составов на поверхность металлических изделий:
- электростатическое напыление порошковой краски на металлоконструкции и на различные отдельные изделия из металла;
- напыление краски направленным потоком воздуха;
- комбинированный способ напыления, сочетающий электростатический приём и направленный поток воздуха;
- напыление с помощью открытого пламеня.
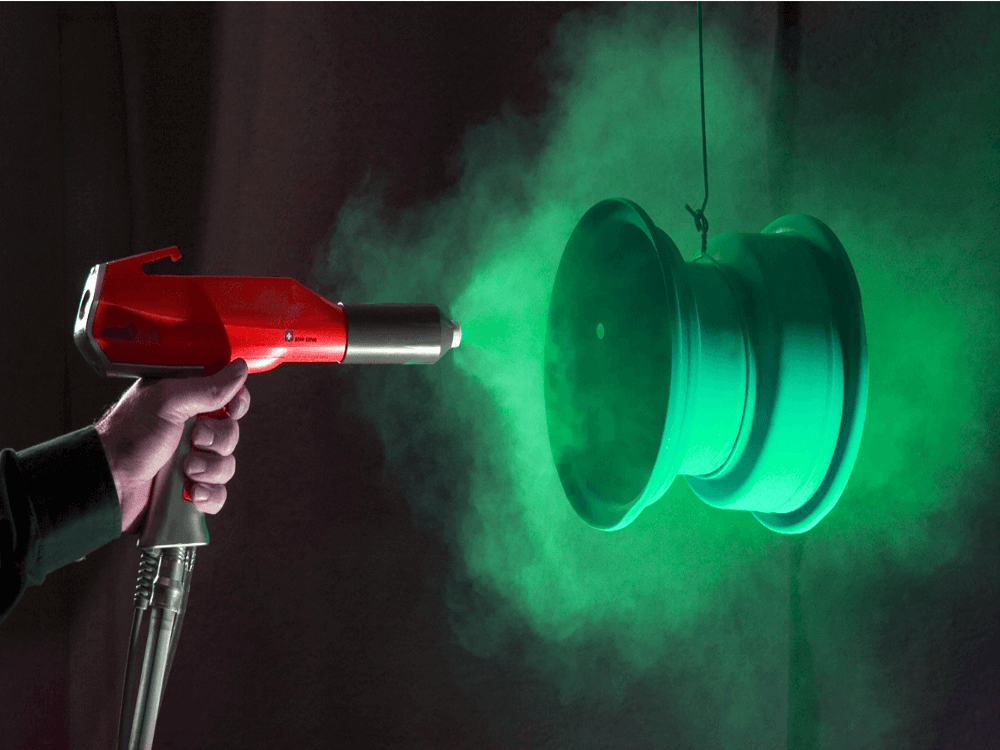
Электрическое напыление
При этом способе полимерно-порошковая покраска получается с отличным качеством, а сами окрашенные изделия пользуются высоким спросом. При электростатическом напылении используется специальный распылитель, электростатический пистолет, который заряжает частицы полимера положительно. Сначала тщательно обезжиренные изделия помещается в покрасочную камеру, затем порошок полимера с помощью пневматического пульверизатора наносят на их поверхность. Температура в камере порошковой покраски, где выполняется покрытие, достигает 200 градусов. Надёжное прилипание частиц краски к поверхности металла происходит за счёт электростатического взаимодействия. Та часть порошка, которая не попала на горячий металл изделия, оседает на стенках камеры, осыпается вниз. Она затем периодически собирается специальным приёмником, расположенным под днищем камеры. Собранный порошок снова используется в покраске.
Нанесение направленным потоком воздуха
Сначала металлоконструкция в печи для порошковой покраски подвергается нагреву до требуемой температуры, затем потоком воздуха из пистолета для порошковой покраски происходит нанесение на неё полимерного состава. Частицы порошка, попадая на разогретый металл, плавятся и надёжно прилипают к нему. При этом образуется очень тонкая, но прочная защитная плёнка. Для того, чтобы прочность покрытия была максимальна, необходимо точно подобрать рабочую температуру металлических изделий. Влияет на процесс и площадь поверхности деталей, и сила электрического взаимодействия данного металла с частицами полимера. В заключении окрашенному изделию требуется дополнительная термическая обработка, которая надёжно закрепляет слой полимера на поверхности деталей.
Электростатическое напыление воздушным потоком
Этот способ покраски порошковой краской представляет собой симбиоз предыдущих способов нанесения покрытия. Частицы красящего полимера равномерно покрывают поверхность металлического изделия, так как сначала они получают электрических заряд в пистолете, а затем увлекаются направленным потоком воздуха к стенкам конструкции. Прокрываемые поверхности изделий электрически нейтральны за счёт прикреплённого заземления. Так обычно покрывают небольшие изделия с несложной поверхностной конфигурацией.
Пламенный способ окрашивания
Для этого способа изготавливают специальный полимерный порошок, который высоко термопластичен. В покрасочный аппарат вмонтирована газовая горелка, благодаря чему частицы полимера направляются к окрашиваемой поверхности уже не просто в потоке воздуха, а в раскалённых продуктах сгорания пропана.
При достижении поверхности металлических изделий эти частицы уже находятся в полу расплавленном состоянии, за счёт чего и образуется прочное покрытие. При этом методе исключается нагрев самой детали, что существенно экономит трудозатраты и расход электроэнергии. Этим методом выполняется напыление на массивные или уже установленные на место конструкционные элементы.






Во всех перечисленных случаях получения покрытий требуется точное соблюдение технологии порошковой покраски, так как при нарушении её основных требований можно получить легко отслаиваемые покрытия, недолговечные и неравномерные по толщине.
Классификация полимерных красок
Такие полимерные порошковые краски разделяют по следующим характеристикам:
- По различным цветовым оттенкам. В основном берется палитра из RAL.
- По типу вещества, которое образовывает защитную пленку: на основе эпоксидных смол, полиэфирные, полиэфирно-эпоксидные, полиамидные.
- По структуре и характеру поверхности: матовая, глянцевая, металлик, текстурная, муар.
- По типу выполняемых функций: для защиты от коррозии, для образования химически стойких, электроизоляционных и декоративных покрытий.
Подготовка поверхности к покраске
Основной процесс подготовки поверхности состоит в том, чтобы убрать старое лакокрасочное покрытие, устранить ржавчину, сколы и вмятины. На самом деле это очень важный этап, от результатов которого будет зависеть внешний вид и срок службы покрытия. Старое покрытие убирают несколькими способами. В основном их три:
Оборудование для полимерной покраски
Вот список оборудования, которое вам потребуется, если вы решите использовать данный вид покраски в коммерческих целях.
- Струйная камера мойки.
- Инфракрасная сушка.
- Подвесная транспортная система.
- Печь для полимеризации и запекания краски.
- Распылители трибостатические и электростатические.
- Осушители воздуха.
- Камера напыления на фильтрах и циклоне.
- Вибросито.
Это основной список инструментов, которые вам будут нужны для организации мини бизнеса по полимерной покраске деталей.
Наносим полимерную порошкообразную краску
Технология нанесения такой порошковой краски на самом деле чем-то схожа с использованием жидких материалов, но имеет ряд плюсов. Она также наноситься в 2 – 3 слоя, что в итоге обеспечивает равномерное покрытие. Во-первых, при работе с порошковой краской у вас не будет остатков, которые уже вы не сможете использовать повторно. Это несомненный плюс, поскольку потери остатков жидкой краски достигают 40%, а это в свою очередь зря потраченные деньги.
Во-вторых, такая краска экологичная, и вам не придется дышать вредными испарениями, но респиратор надеть все же стоит, для исключения вдыхания самого порошка. После того как вы нанесли пистолетом для распыления порошковой краски материал, нужно переходит следующему шагу.
Термообработка материала
Это неотъемлемая часть процесса покраски авто полимерным композитом. Для термообработки деталь с нанесенным порошком помещают в печь на 10 – 15 минут, температура в которой должна поддерживаться на уровне 180 – 200 градусов Цельсия. В таких условиях полимер плавиться и отлично пристает к металлу, постепенно формируя слой краски на нем. Как видите, образование пленки происходит в течение 15 минут, в свою очередь и остывает, кристаллизируясь, такой материал тоже быстро. Это существенно экономит время на проведение работ. Такое полимерное покрытие помимо защиты от коррозии обеспечивает и высокий уровень прочности к механическим воздействиям.
Несколько скол об охлаждении. После того как деталь достали из печи, ей дают остыть. Далее уже модно заниматься полировкой поверхности. Еще несомненным плюсом являться то, что используя вариант полимерной окраски кузова авто вы можете быть уверены в точном совпадении цвета по каталогу RAL.
На этом этап покраски завершен, и можно эксплуатировать деталь или кузов.
Вот видео урок, который на практике объясняет все основные шаги нанесения полимерной краски.
Плюсы полимерной порошковой краски
Вот основные особенности, из-за которых многие автолюбители выбирают вариант полимерной покраски дисков или кузова своего автомобиля.
- Экономия денег на материале, поскольку нет остатков краски.
- Высокое качество защиты от коррозии и механических воздействий и длительный срок службы.
- Экономия времени на проведении работ.
- Большое количество цветов полимерных материалов.
- Экологически чистый материал.
- Простота технологии позволит все сделать своими руками.
- Высокая износостойкость.
Минусы такой краски
Как всегда, такой материал и сама технология имеет определенные недостатки.
- Объемное оборудование, которое вы не будете покупать для одноразового использования.
- Достаточно солидные вложения денег в такое оборудование.
- Сложная настройка распылителя, для нанесения слоя порошка тонким слоем на металл.
- Не рекомендуется проводить такие работы при сниженных температурных показателях в рабочем помещении.
На этом все. Пользовались ли вы полимерной покраской и как вам результат. Ждем ваши отзывы ниже.
Мощность и мобильность краскопульта
Чем выше мощность устройства, тем выше его производительность. Совершенно необязательно вам нужен самый мощный краскопульт, особенно если предполагаемый объем работ невелик или окрашиваемые предметы имеют небольшие размеры. В этом случае высокая мощность приведет к неоправданным расходам ЛКМ и к повышенной утомляемости из-за большого веса аппарата.

Аккумуляторный краскопульт
Если электрический краскопульт имеет встроенный или съемный аккумулятор, это существенно повышает мобильность использованияв удаленных и труднодоступных местах. Одновременно аккумулятор существенно увеличивает вес устройства.
Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.








Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.
Применение технологии в России
Технология электростатической покраски характеризуется множеством достоинств. Однако в российских условиях применение электростатического распыления пока не нашло массового применения. Основная причина в отсутствии достаточного количества квалифицированных специалистов. Само по себе оборудование отличается сложным устройством, им надо уметь пользоваться, в противном случае вместо электростатического напыления краска будет распыляться обычным образом, что не даст планируемого эффекта.
Еще одна сложность — поиск ЛКМ с нужным уровнем электропроводности. Если показатель будет отличаться от заданного, его можно поменять, но в любом случае без исходной информации не обойтись. При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
Следующий важный фактор — обеспечение качественного заземления. В большинстве случаев это условие должным образом не выполняется. При отсутствии же заземления маляр будет красить не только поверхность, но и самого себя.
Также следует сказать об одном популярном заблуждении: многие маляры считают, что чем больше факел, тем быстрее будет окрашена поверхность. Однако на практике все не так, и увеличение факела лишь превращает электростатический аппарат в обычный краскопульт.
Электростатическая окраска, безусловно, имеет большие перспективы применения. В продаже имеется необходимое оборудование, а технология является хорошо изученной. Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.